The difference between a paint with trouble-free performance and failure can depend in large part on the rheology of the paint. Rheology is defined as the science of flow and deformation and influences properties such as:
Transfer of resin and paint
Pigment dispersion
Application (brush, roller, reverse or direct roll coat, spray, disc and flow coat)
Film formation (flow, leveling and film coalescence)
Storage stability (resistance to hard settling of pigment)
In contrast, viscosity can be defined as the resistance to flow. A discussion of flow and leveling is meaningless without consideration and understanding of viscosity. Simply stated, viscosity is the resistance of a liquid to flow and can be defined in measurable values. Viscosity is expressed as the relationship between shear stress and shear rate.
ϒ (shear stress) = F (force) / A (area)
D (shear rate) = V (velocity) / C (thickness)
Shear rate is expressed as sec-1 and shear stress as dyne/cm2 Accordingly, viscosity can be expressed as shear stress / shear rate:
η (viscosity) = ϒ (shear stress) / D (shear rate)
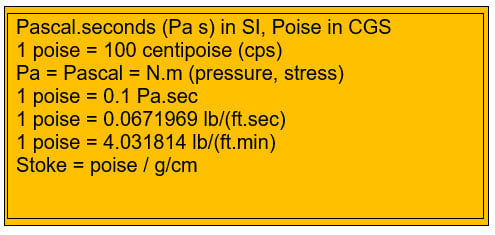
It follows that the units of viscosity are dyne/cm2 / sec-1 or dyne-sec / cm2 or poise. Fluids are classified as:
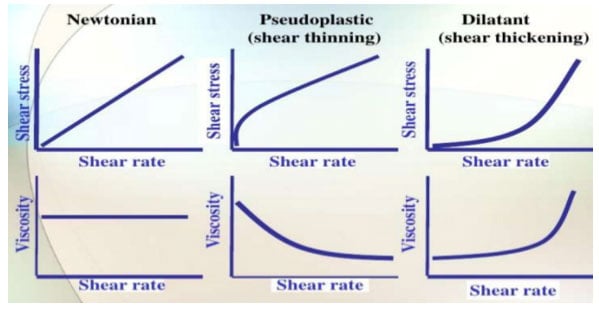
Newtonian (linear relationship of viscosity with shear rate)
Thixotropic or pseudoplastic (decrease in viscosity with increasing shear rate)
Dilatent (increase in viscosity with increasing shear rate)
Table 1. Viscosity units of measurement
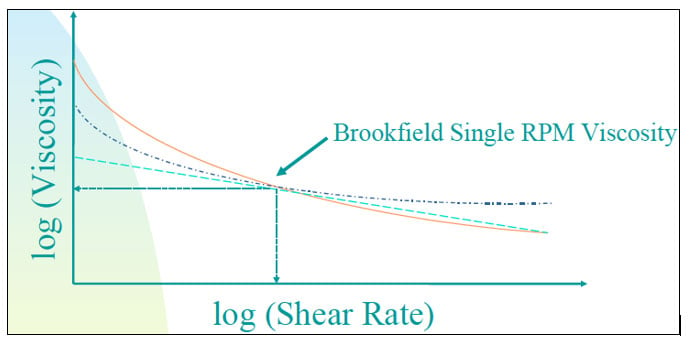
Figure 1. Single point viscosity measurement v. multi-point viscosity measurement
As Figure 1 indicates, a single point viscosity measurement does not provide the information necessary to determine if a paint is Newtonian, dilatant or thixotropic. Accordingly, to properly formulate a paint for various paint processes, it is necessary to know the viscosity characteristics over a range of shear rates. Multi-point viscosity determinations and rheology adjustments enable optimized pigment dispersion, resin and paint transfer, application, paint flow, leveling and storage stability.
Viscosity characteristics of various fluids
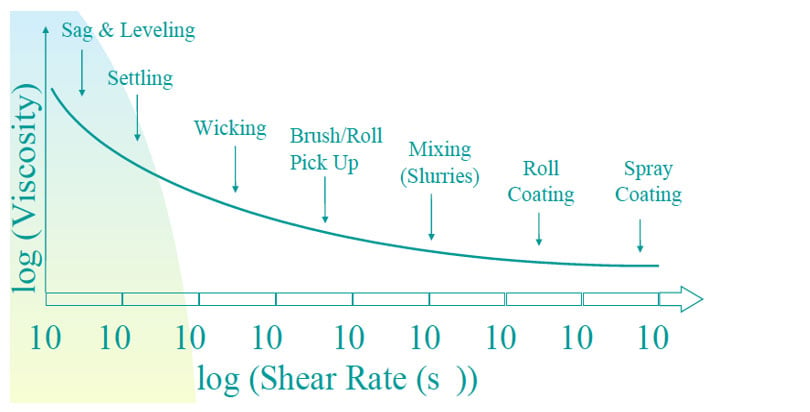
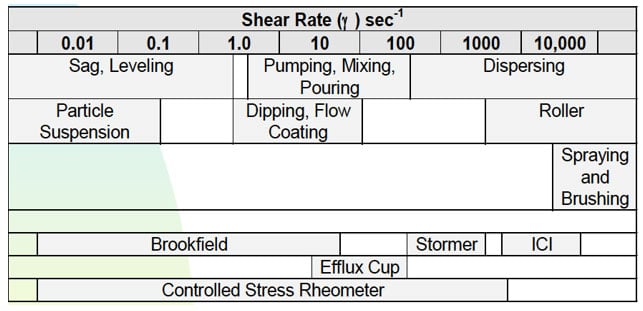
Figure 2. Viscosity and shear rate requirements for various paint processes
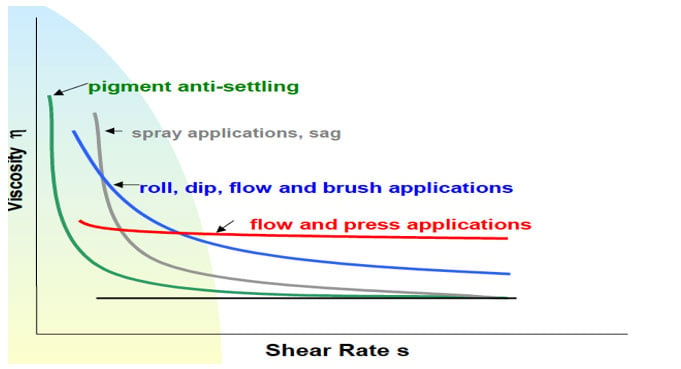
As Figures 3 and 4 illustrate viscosity requirements for coating processes such as resin and paint transfer, pigment dispersion, application, film formation and storage stability are dependent on rheology. For example, in high speed pigment dispersion and application properties, a degree of thixotropy (shear thinning) aids processing, sag resistance and settling resistance.
Fig. 3 Type of viscosity determinations for various processes
Fig. 4 Rheology profile for multiple paint processes
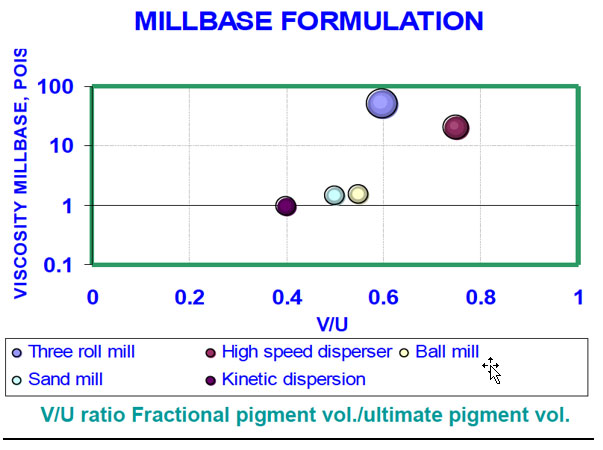
Fig. 5 Viscosity requirements for mill base formulation
Multiple rheology/control modifiers can be found using the Prospector Search Engine and are available to modify waterborne and solvent-borne paints to adjust application properties as well as for resistance to hard setting. There are multiple ingredients and variables that influence rheology in a coating formulation.
The issues that impact rheology in paints include:
Coating ingredients
Binders (solution versus latex or dispersion)
Pigments
Filler pigments and extenders
Pigment dispersants
Surfactants
Amines amount and type (waterborne paints)
pH (waterborne)
Cosolvent
Customization of rheological properties
Criteria for rheology modification and selection
Flow and leveling agents
Surfactants
Other additives
The viscosity of latex paints tends to exhibit excessive shear thinning behavior and is dependent on multiple compositional factors as listed above. For latex paints, when the viscosity at high shear rates is adjusted for proper application, the viscosity at low shear rates for proper leveling tends to be high. This is the reason why the leveling of latex paints tends to be poorer than that of solvent-borne paints. This is most pronounced at higher gloss levels. Accordingly, to counteract this phenomena, associative thickeners are used. In simple terminology, associative thickeners can be defined as a water-soluble polymer containing multiple hydrophobic groups.
Some common thixatropes and their incorporation include:
Organo clay – Added during pigment dispersion step
Hydrogenated castor wax – Added to mill base while cooling/heat activated
Polyamide – Added to mill base while cooling/heat activated or can be preactivated and added during letdown
Fumed silica – Added during letdown
Rheology control agents for waterborne coatings include:
Cellulosics
Hydroxyethyl cellulose
Carboxyl functional cellulose
Methyl cellulose
Polyamides
Synthetic clay
Colloidal silica
Associative thickeners types for waterborne coatings include:
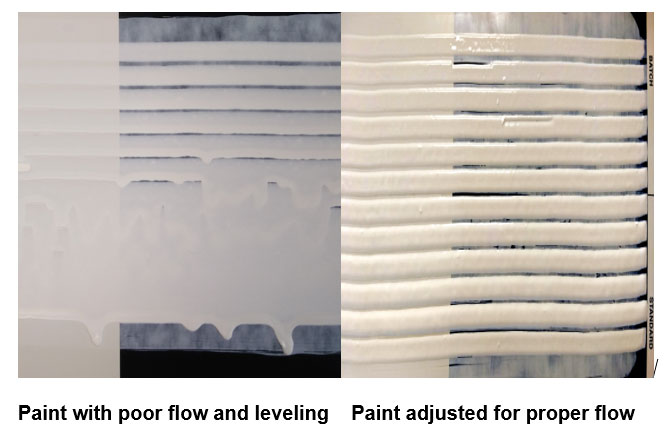
Fig. 6 ASTM D2801 Sag Resistance- Images of applied paint before (left photo) and after (right photo) the addition of a rheology modifier
Figure 6. Illustrates the difference in vertical sag resistance of the same paint with (right photo) paint properly adjusted with a thixatrope compared to the photo on the left prior to modification. In summary rheology plays a major role in providing a paint that offers ease of pigment dispersion, good fluid transfer, acceptable application properties and long term resistance to hard settling. Additional information concerning rheological materials can be found using Prospector’s search engine for key words such as rheology, thixotropy, flow and thickener.
Direct to Metal Coatings (DTM) is a rapidly growing segment of the coatings industry. This growth is related to cost reduction attributed to improved efficiency, time savings and fewer production steps. These coatings are used in the heavy construction industry, building products and product finishing. Many of these applications require performance in demanding exposure conditions such as oil drilling, off shore oil rigs and foundries. The compound annual growth rate of DTM coatings is estimated to be about 10%. DTM coatings are applied by spray, brush, roll and coil coating. Substrates include aluminum, cold rolled steel, hot rolled steel and coated metals (e.g. hot dip galvanized steel, galfan, galvalume, electrogalvanized steel and plated metals).
By definition, DTM coatings are applied directly to a metal surface with the ability to adhere without the need for extensive cleaning or pretreatment. Ideally these coatings can be applied in one step directly to the metal. However, DTM coatings can also be comprised of one coat of primer and one coat of topcoat applied over metal surfaces that are properly prepared to eliminate surface contaminants and oxides. The primary advantage of DTM coatings is that they do not require a multistep operation of cleaning, pretreatment and sealing prior to painting. Current DTM technologies include solvent borne, waterborne and high solids. They can be one- or two-component acrylic, epoxy or polyurethane, or comprised of unsaturated polymers/oligomers that cure through polymerization.
There are multiple issues to consider in designing a DTM coating that provides longer term performance. These include:
Wetting of the substrate
Initial adhesion
Longer term adhesion and corrosion resistance
Wetting of the substrate
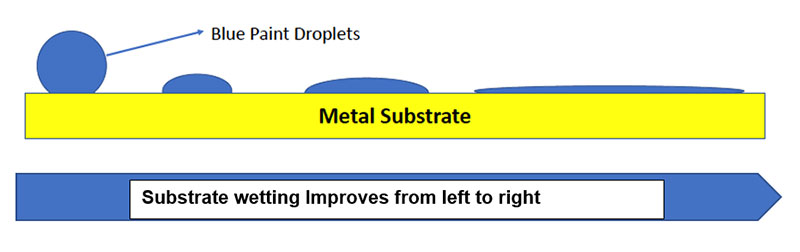
Wetting of the metal surface is a major factor that effects initial adhesion. If the coating does not readily spread or wet the surface, adhesion will be adversely effected. Stating this in a another way–the surface tension of the substrate must be higher than that of the applied coating to ensure good flow and leveling. In the diagram above, the blue sphere represents a paint droplet, and the yellow line represents a metal surface. The droplet on the right completely wets the metal surface thus providing the best opportunity to provide adhesion.
There are two ways to ensure good substrate wetting. From a substrate standpoint, the first is to increase the surface area of the substrate–for example, through abrasion and/or sandblasting. This process also removes the metal oxide and hydroxide layer to provide a surface more amenable to forming a longer lasting surface bond. The second way is to modify the coating to ensure good wetting (e.g. lower surface tension) through the addition of suitable wetting agents as well as solvents or co-solvents which may depress the surface tension.
Once adequate initial wetting is achieved, the second consideration is reviewing the factors that contribute to initial metal adhesion.
Need help finding direct to metal coatings?
Prospector can help speed along your research with technical datasheets and access to global equipment suppliers.
Initial adhesion may be defined as the quality of adhesion to the substrate surface after the paint is cured, but prior to exposure to natural weathering and/or accelerated testing. Initial adhesion of the cured film can be quantified by such tests as ASTM D3359 Cross Hatch Tape Adhesion and/or ASTM D 4541 Pull-off Strength of Coatings that quantifies adhesion in pounds per square inch. Some considerations to enhance initial adhesion after volatiles have vaporized from the paint film include:
Resin systems with functional groups that promote bonding to the metal surface
The presence of suitable adhesion promoters and coupling agents
The number and type of crosslinks
Resin systems with functional groups
Resin and crosslinker systems with the ability to form hydrogen bonds or covalent bonds with the layer of oxide and hydroxide on the metal surface normally provide the best initial adhesion. Long-term adhesion and corrosion protection depends on the resin backbone and crosslinking.
The presence of suitable adhesion promoters and coupling agents
To promote adhesion, resins and crosslinkers that contain a plethora of active hydrogen donor and accepting groups should be used. Such resins contain one or more of the following functional groups:
carboxyl (hydrogen donating group)
amine (hydrogen accepting group)
hydroxyl
amide
urethane
phosphate (all hydrogen accepting or donating)
The number and type of crosslinks
Accordingly it makes sense why epoxies crosslinked with amino-amide groups (hydroxy, ether, amino and amide functional groups), polyurethanes and polyureas (from moisture cure urethanes for example) provide excellent adhesion to metal surfaces. Thus, they are used widely in direct to metal applications.
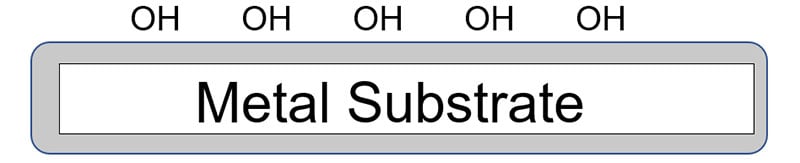
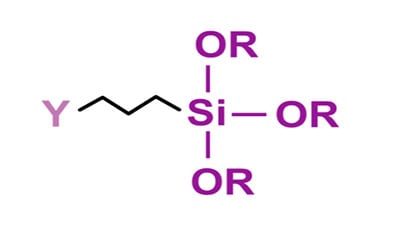
The addition of a suitable silane coupling agent also can enhance both initial and long-term adhesion properties. A coupling agent is a molecule that is comprised of a reactive group on one end of the molecule ( Y ) for reacting with a functional group on the polymer chain with the other end of the coupling agent ( – Si – OR3 ) reacting with the metal surface.
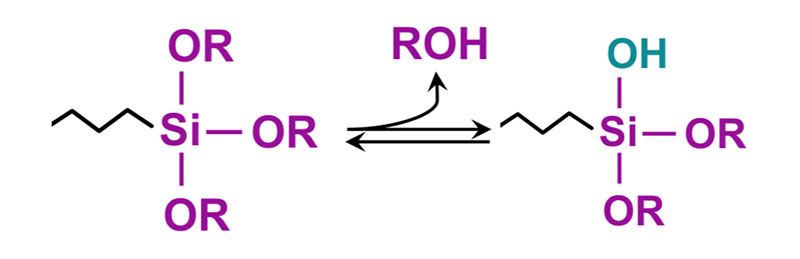
In the above molecule, the -OR groups attached to silicon can be methoxy or ethoxy, where the Y portion of the molecule is a functional group such as amino, epoxy, isocyanate, methacrylate or vinyl. The reaction involves first hydrolysis of the alkoxy group to form a silanol which undergoes a further reaction with the hydroxyl groups on the metal surface. The other end, or Y portion, of the coupling agent reacts with a functional group on the resin backbone.
Table I- Examples of trialkoxy organofunctionalsilanes and their application
R = Reactive Group onR-Si (-OCH3) or R-Si (-OCH2CH3)
R group Reacts with
Reactive SilaneExample
Trialkoxy Silane Reaction
Application
Amino
Epoxy functionality
3-aminopropyl-triethoxysilane
With –OH on surface as well as self-crosslink to form– Si – O – Si –
Coatings for glass as well as oxides of Al, Zr, Sn, Ti and Ni
Epoxy
Amino functionality
3-glycidyloxypropyl trimethoxysilane
With –OH on surface as well as self-crosslink to form– Si – O – Si –
Coatings for glass as well as oxides of Al, Zr, Sn, Ti and Ni
Meth–acrylate
Acrylic resin polymerization
3-methacryloxypropyltrimethoxysilane
Self-crosslink with another silane to form– Si- O – Si – and with –OH on the surface
Moisture cure resins with improved adhesion, physical and environmental performance
N/A
N/A
N-octyltriethoxysilane
Forms– Si – O – Si –
Water repellency, improved hydrophobicity
Vinyl
Vinyl or acrylic resin polymerization
Vinyl-trimethoxysilane
Forms– Si – O – Si –
Moisture cure resins with improved adhesion and film integrity. Also used as a moisture scavenger
Isocyanate
Hydroxyl, Amino or Mercapto
3-isocyanatopropyl-triethoxysilane
With –OH on surface as well as self-crosslink to form– Si – O – Si
Coatings for metallic and inorganic oxides, also moisture cures
SilaneSIVO Sol-Gel
VOC Free Waterborne Surface Treatment for various metals and surfaces
Longer term adhesion and corrosion resistance
Lastly, to provide longer term adhesion and corrosion protection, the DTM primer should be formulated with a quality resin system, contain corrosion inhibitive pigment(s) and resist moisture penetration. The latter quality can be accomplished by increasing hydrophobicity and crosslink density. A long lasting moisture resistant primer also has the ability to resist hydrolysis of the cured film.
Figure 2 illustrates the type of corrosion protection that can be achieved with a formulation that provides excellent substrate wetting, superb initial adhesion, long-term corrosion resistance and high hydrophobicity.
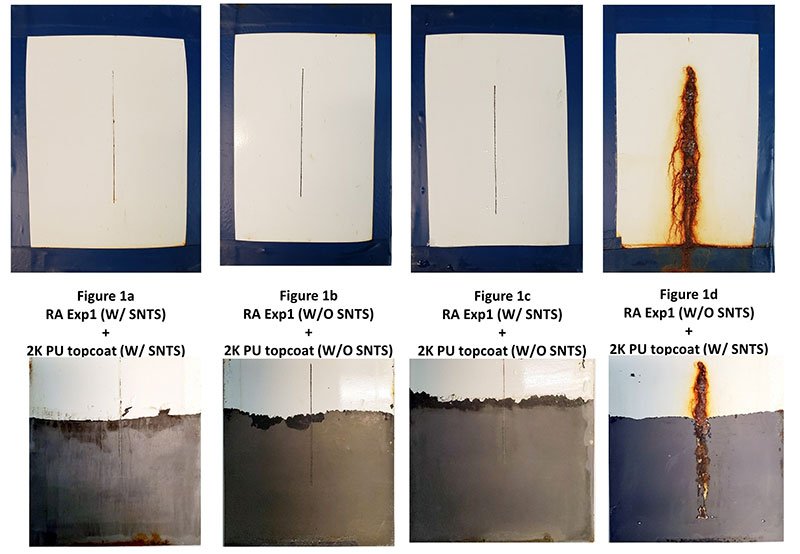
Figure 2. Rust Armour primer with a two component urethane topcoat formulated by Chemical Dynamics–utilizing a high crosslinking resin system with and without combinations of hydrophobic pigment modification (SNTS).
10,000 ASTM B117 Salt Spray of Properly Formulated Direct to Metal 2 Coat Paint System (bottom row represents paint film removed).
Long term corrosion resistance is an important consideration along with the selection of a resin/coating system that provides wet adhesion and minimizes the penetration of moisture and oxygen. As resin Tg and cross-link density increases, moisture and oxygen penetration decreases. In addition, low permeability rates help to provide wet adhesion as less water will desorb when the coating is removed from its service environment. Resins with a high amount of aromatic character (bisphenol A based epoxies, polycarbonate and styrenated resins) have low oxygen permeability. Halogenated resins such as vinyl chloride, copolymers, chlorinated rubber and fluorinated polymers such as poly (vinylidene fluoride) all have low water solubility and thus low moisture permeability rates1 (see Table II).
In summary, the formulation of DTM coatings to deter corrosion is a complex undertaking and depends on the metal substrate, service environment, pigment level and type of resin selection. For additional information concerning resin and material selection to formulate corrosion inhibitive coatings, please navigate to www.ulprospector.com.
ORIGINALLY POSTED IN THE EUROPEAN COATINGS JOURNEY 07/08/2019
A new generation corrosion control coating technology with high crosslink density. By Atman Fozdar, Ronald Lewar- chik, Raviteja Kommineni, Chemical Dynamics LLC, USA.
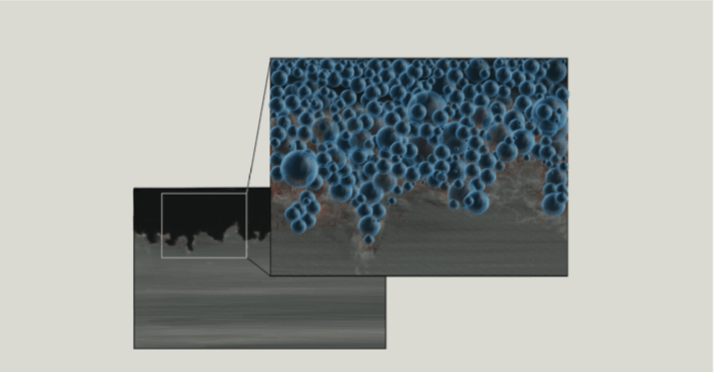
Figure 1: Schematic representation of mechanism by which RA Exp1 penetrates rust and bonds with base metal.
An innovative technology that offers improved performance, saves material and labour costs and eliminates the need for an epoxy primer coat. A single component polymeric penetrant reacts with the corroded base metal to form a long- lasting bond and increase the structure’s useful service life. This coating technology has far-reaching potential, for example in off-shore applications, chemical processing and automotive re- finishes.
Mild steel is one of the most used alloys for different kinds of applications be- cause of its low cost, abundant supply and easy fabrication. But corrosion of steel is one of the major issues faced by transport (e.g. automobiles, aircraft, ships) and infrastructure (e.g. pipelines, buildings, bridges, oil rigs, refineries) industry which directly affects its structural integrity, resulting in issues related to safety and maintenance of steel structures. According to the research published by NACE International [2], corrosion is responsible for losses over $ 2.5 trillion every year. There are different methods to counter corrosion such as, using corrosion inhibitive lining, electroplating, organic polymeric coating and chemical vapor deposition. Ap- plying protective organic coatings to metallic substrate, especially aluminium and steel, is an effective way to protect those substrates against severe corrosive environments. Organic coatings can minimise corrosion of metallic substrates by three main mechanisms: barrier, sacrificial and inhibition.
We often see early signs of corrosion on a steel structure for a variety of reasons. It may be caused by poor surface preparation or application of protective coatings or possibly environmental factors such as acid rain, high humidity, temperature variations, condensation of moisture, chemical fumes, and dissolved gases in case of structures submerged in water or soil. Among the factors listed above, improper surface preparation is one of the most important factors that contributes to the corrosion of steel structures and can lead to loss of structural integrity and structure before the end of its useful service life. If there is a way to protect the structures after observing initial signs of corrosion, without going through labour-in- tensive tasks such as coating removal, clean- ing, pre-treatment and recoating application, then this can significantly increase its service life, more efficiently and economically.
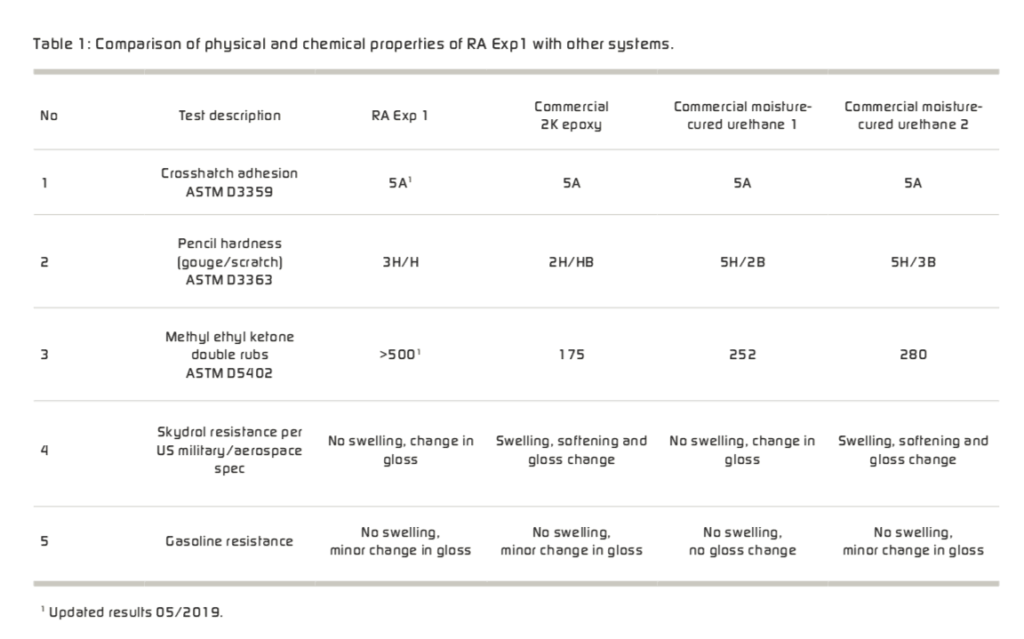
Table 1: Comparison of physical and chemical properties of RA Exp1 with other systems.
Results At A Glance
We have developed a single component polymeric penetrant that can be applied with or without surface preparation over clean or lightly corroded steel/aluminium.
The coating contains nanosized reactive materials which first penetrate the rust and then migrate to the non- corroded metal surface, polymerising to form a highly crosslinked and protective network.
Results over cleaned pre-treated steel surfaces can exceed 10,000-hour salt spray with no blisters or scribe creep when top coated.
The new innovative technology offers improved performance, eliminates the need for an epoxy primer coat, and saves labour and material costs.
Experimental
One unique aspect of low molecular weight oligomers used in RA Exp1, is a prevalence of three types of reactive unsaturation on the resin backbone and low molecular weight reactive diluents. The three types of double bonds offer a synergistic curing mechanism that results in ancillary curing properties and high crosslink density that inhibits the penetration of soluble salts and moisture. Corrosion resistance is further improved when this resin blend is coupled with corrosion inhibitor pigments such as organically modi- fied zinc aluminium molybdenum orthophosphate hydrate and zinc-5-nitroisophthalate and unique conductive particles. Graphical representation of how RA Exp1 penetrates rust is shown in Figure 1. After penetrating the surface of the substrate, low molecular weight unsaturated monomers and oligomers, chemically bond/crosslink with other reactive sites, forming a highly crosslinked network which is impermeable to moisture and other soluble salts responsible for aggravating corrosion.
Hydrophobic and superhydrophobic variations of RA Exp1 were produced by adding superhydrophobic nano-textured silica [3]. This additive is naturally superhydrophobic having both hydrophilic/phobic sites and produces a volumetric hydrophobic coating. Hence, even if the surface of the cured coat- ing is abraded due to normal wear and tear experienced in the field, the underlying layers will still repel moisture. We formulated a separate design of experiments for RA Exp1 (with and without the additive) and 2-component polyurethane topcoat (with and without the additive).
Protection Demonstrated In Salt Spray Testing
Variations of RA Exp1 with and without the additive were applied on zinc nickel treated cold rolled steel substrate, which was later top coated with a 2k polyurethane coating with and without the additive at 125 μm dry film thickness (DFT) each. A salt spray test was performed in a salt spray cabinet in accordance with the ASTM B117 standard, after which all the panels were cured at ambient temperature for 7 days. Coated panels with an artificial defect (scratch with a dimension of 106 mm x 2 mm, created using a 1 mm scribe tool) were used to accelerate the corrosion process. All coated panels were placed in a test chamber at an angle of 45 ° and ex- posed to the 5.0 wt.% NaCl solution at 40 °C. The condensate collection rate and relative humidity were at least 1.0 to 2.0 ml/h per 80 cm2 (horizontal collection area) and 95 %, respectively. The protective performance of the coating was further investigated with the emphasis on size and distribution of corroded or damaged area on the coated sample surfaces after 10,000 hours of salt spray exposure.
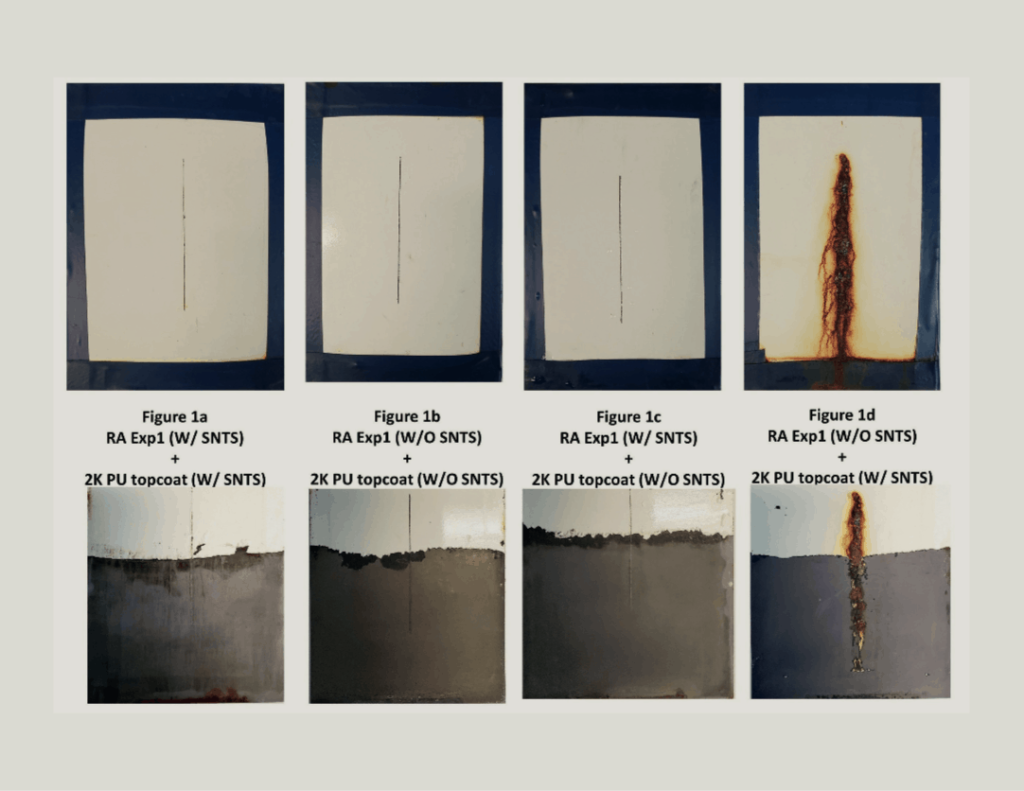
Figure 2 shows 10,000-hour salt spray expo- sure, three of the four systems with RA Exp 1 as the primer and a 2K polyurethane topcoat show no scribe or face blister and/or corrosion. The top four photos show different systems after 10,000 hours of salt spray expo- sure and the bottom four photos show the extent of corrosion underneath the coating (of the same systems) after removing bottom half of coating using paint stripper.
Low Impedance Due To Conductive Nanoparticles
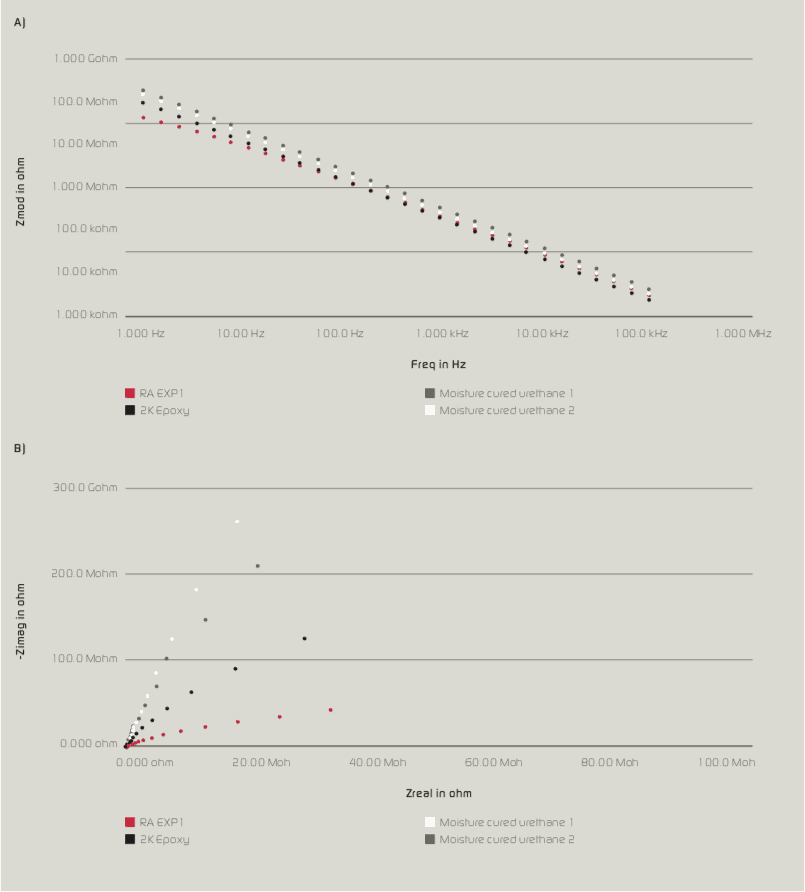
The barrier protection properties of RA Exp1 was investigated by performing EIS on Zinc phosphate pre-treated cold rolled steel, the results of which were compared with those of commercially available coatings based on conventional 2-component epoxy and moisture-cured urethane system. A three- electrode paint test cell (reference electrode: saturated Calomel electrode (SCE), counter electrode: working electrode: steel samples in 14.6 cm2 area) was used to perform the EIS measurements [1]. Impedance quantifications were made at open circuit potential (OCP) which were maintained potentiostatically in the frequency range of 0.1 to 100 KHz and at amplitude sinusoidal voltage of ± 60 mV. The four samples (RA Exp1, 2k epoxy and two moisture-cured urethane samples) were immersed in 40 mL NaCl solution (3.5 wt.%) and EIS measurements were per- formed over a period of 40 days.
Initial Bode and Nyquist plots (Figure 3a & 3b respectively) indicate that all coating variations show a capacitive behaviour with high impedance values. RA Exp1 was found to have relatively lower impedance values compared with other control samples, which could be attributed to the conductive/anti-static nature of the coating due to the addition of conductive nanoparticles and additives to enhance corrosion resistance.
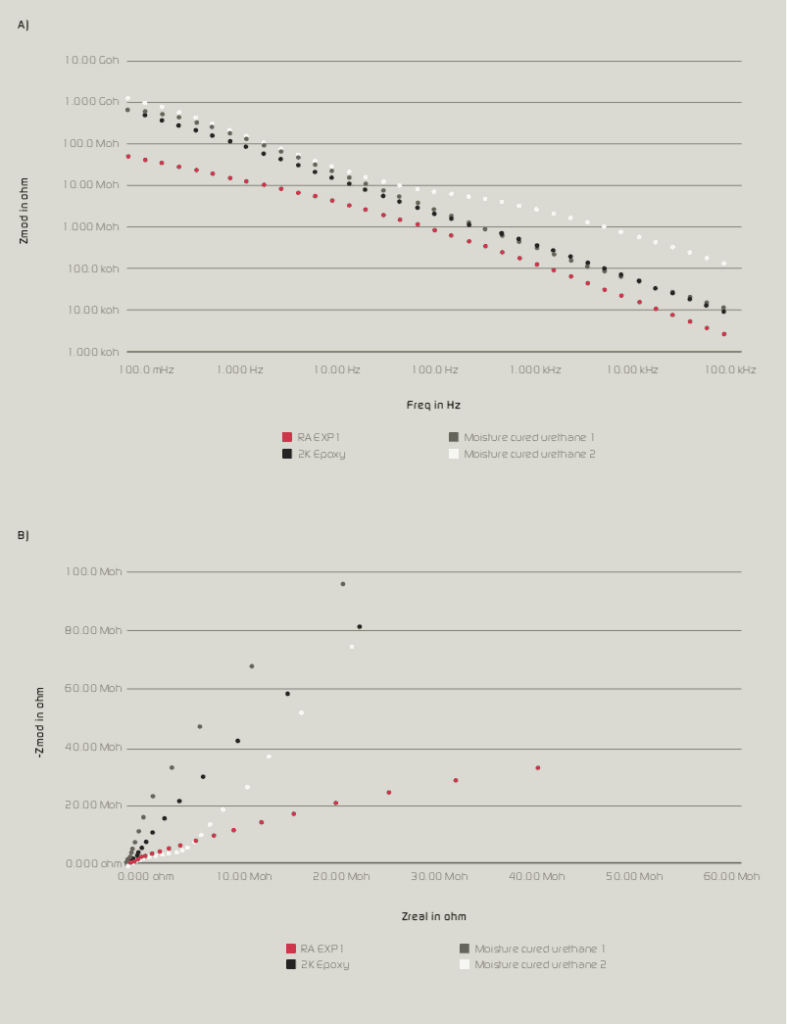
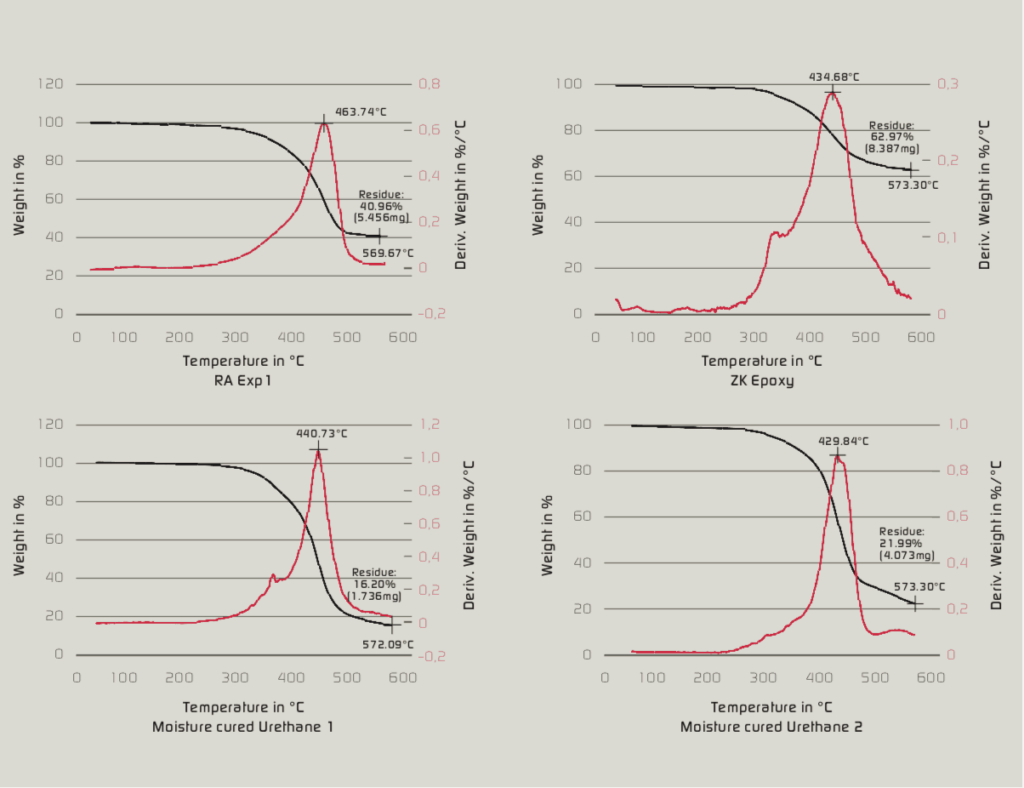
Figure 2: ASTM B117, 10,000 hour salt spray exposure. Figure 3a: Bode plot of RA Exp1, 2K Epoxy, Moisture cured urethane 1 & 2 (Initial). Figure 3b: Nyquist plot of RA Exp1, 2K Epoxy, Moisture cured urethane 1 & 2 (Initial). Figure4a: Bode plot of RA Exp1 , 2K Epoxy, Moisture cured urethane 1 & 2, after 50 days (1,000hours) of exposure. Figure 4b: Nyquist plot of RA Exp1, 2K Epoxy, Moisture cured urethane 1 & 2, after 50 days (1,000 hours) of exposure.
Greater Resistance To Electrolyte Diffusion
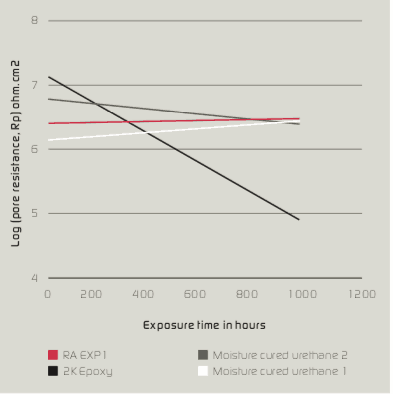
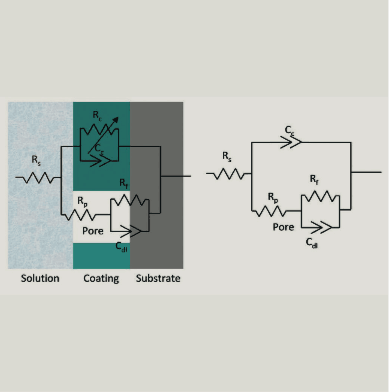
Figure 6 shows a simplified equivalent circuit for a metal substrate protected by a semi-permeable coating layer, ignoring the coating resistance of negligible magnitude. The values of circuit elements in equivalent circuit networks can be used to directly characterise coating performance. Pore resistance (Rp) values extracted by fitting equivalent circuit model as a function of exposure time can be used to compare the performance and rank various coating systems. Figure 5 shows a plotted graph containing the logarithm of pore resistance (RP) vs. exposure time (hours), which indicates that Rp of 2K epoxy decreases with time whereas, RA Exp1, moisture-cured ure- thane 1 and urethane 2 are nearly constant for 1,000 hours of exposure to a 3.5 % NaCl solution.
After 1,000 hours of immersion time, impedance values of moisture-cured urethane samples 1 & 2 decreased significantly while RA Exp1 and 2K Epoxy were able to maintain their impedance values without showing a significant decrease. As shown in Figure 4a & 4b, the behaviour of moisture-cured urethane 2 changed from 1 to 2 constant. This could be due to the diffusion of electrolyte to coating and substrate interface; hence, a double layer could be formed below coating layer. For other samples including RA Exp1, no such behaviour was observed which suggests the coating layer was more resistant to the diffusion of electrolyte and soluble salts.
RA Exp1, 2K Epoxy and various moisture-cured urethane systems were spray applied on clean zinc phosphate pre-treated cold rolled steel and sanded cold rolled steel panel at 125 μm dry film thickness (DFT) and were allowed to cure at ambient temperature for a period of 7 days before characterising the physical and mechanical properties. Table 1 provides a com- parison of the physical and chemical properties of the new technology with other systems.
Figure 5: Log of Pore Resistance (Rp) Vs. exposure time. Figure 6: Equivalent circuit diagram for EIS test. Figure 7: TGA curve/decomposition temperature of RA Exp1, 2K Epoxy and Moisture cured Urethane 1 & 2.
Potential Use In Extreme Conditions
Thermogravimetric analysis (TGA) was performed on RA Exp1, 2K Epoxy and moisture-cured urethane 1 & 2. The results indicate that RA Exp1 has comparatively higher decomposition temperature of 463.74 °C, whereas the decomposition temperature of other coatings ranges from 430-440 °C (Figure 7). This study confirms that the RA Exp1 can potentially be used in an environment where coatings are exposed to extreme conditions such as high heat i.e. boilers, chemical processing equipment, pressurized vessels etc.
High-Performance Two-Coat Corrosion Protection
The novel technology represents a dramatic enhancement in the corrosion resistance of metal substrates such as: pre- treated aluminium, zinc-nickel treated cold rolled steel, lightly rusted steel and zinc phosphate treated cold rolled steel coated with RA Exp1. Results demonstrate better face blister resistance, scribe creep resistance and overall better corrosion resistance per ASTM B117 than all other systems tested in this scope of work. The higher decomposition temperature per TGA analysis indicates a potential use of RA Exp1 for high temperature applications. The reaction kinetics of different vinyl polymerisation reactions and oxidative cure of RA Exp1 are not fully defined and still remains a subject of investigation.
The potential applications for this technology include: high-performance protective coatings for maintenance and repair application, automotive refinishing, industrial application, product finishing, offshore application such as oil rigs and refineries, the ACE industry, as well as boilers, chemical processing equipment and pressurised vessels.
In conclusion, this new generation of innovative protective coatings and superhydrophobic protective coatings provide the industry unsurpassed corrosion protection in a two- coat system.
3 questions to Atman Fozdar
What temperature do you recommend for curing to achieve an optimal effect? Coating
can be cured at ambient temperature similar to how most coatings are cured for maintenance and
repair applications in the field but cure can also be accelerated by thermal bake. For ambient condi-
tions, full properties are achieved after 7 days.
Did you test the laboratory results under reality conditions? Subject coating has been applied
on multiple substrates such as cold rolled steel, zinc phosphated cold rolled steel, hot rolled steel,
2024 & 7075 Aluminum pretreated with hexavalent chrome sealer, Cadmium treated panels (used
in aerospace) along with zinc-nickel treated substrates (used in aerospace and automotive). Acceler-
ated properties such as UV-A exposure, ASTM B117 salt spray, Cleveland condensing humidity test
along with real life exposure in some of the warmer climate regions near coastal areas are currently
being tested.
Are the high temperature loaded films you mentioned still corrosion resistant? Coated
objects exposed to temperature in excess of 350–400 °C but less than 450 °C along with saturated
steam exposure are performing well after few weeks of salt spray exposure (ongoing test). However,
this test was performed in a controlled lab condition. Field evaluation is still a subject of investigation.
[1] MertenB.,CoatingevaluationbyElectro- chemical Impedance Spectroscopy (EIS) Report “ST-2016-7673-1” 2015. [2] NACEInternational-https://inspectioneering. com/news/2016-03-08/5202/nace-study- estimates-global-cost-of-corrosion-at-25-trillion- ann. 2016 [3] Simpson J. et al. 2015 Rep. Prog. Phys. 78 086501.
Featured photo: Source: Nikolay Zaburdaev – stock.adobe.com
Aerospace coatings for exterior applications require a demanding set of performance attributes to provide acceptable performance from both a functional and aesthetic standpoint. In many cases the cost of a new commercial aircraft can be over $300 million with the expectation of lasting several decades with flight times of 4,000 hours or more on an annual basis. According to GMI, the aerospace coating market size is estimated to surpass $1 Billion in sales by 2024.
Ability to maintain adhesion and flexibility when subject to rapid temperature changes from 120F to – 70F in a matter of a few minutes
Resistance to hydraulic fluids including Skydrol, diesel fuel, lubricating oils and deicing fluids
Resist degradation when exposed to intense UV light at high altitudes
Repeated dry hot and cold moist cycles
Outstanding corrosion resistance as aircraft are often operated in marine and industrial environments
High degree of flexibility and resistance to stress as a result of turbulence, vibration and wing flexing
Abrasion and erosion resistance and paint from dirt and sand at sub and supersonic speeds
Looking for materials for aerospace coatings formulations?
UL Prospector® has nearly 100 listings for resins, pigments, adhesives, and base formulations for use in aerospace coatings. Get technical data, request samples, and contact suppliers now.
The substrate for the fuselage and aircraft skin is predominantly AA 2024 aluminum. AA 2024 is an alloy of copper and aluminum. The copper provides an increase in the strength to weight relationship, however it is also detrimental to corrosion resistance. Weight reduction is an enormous driving force in new aircraft design as it equates to fuel savings, speed and range. Composites, fiber metal laminates and aluminum-lithium alloys are being used on an increasing basis.
A number of cleaning/pretreatment types (historically hexavalent chrome-based) provide a thin protective layer to improve corrosion resistance as well as receptivity of subsequent coats as it increases surface tension and polarity of the surface.
Organic Coatings typically include a primer, pigmented basecoat and a clearcoat.
Primers are typically organic solventborne and waterborne two-component epoxy-polyamine/polyamide types containing extenders, additives, catalysts and are further fortified with corrosion inhibitive pigments.
Common types of corrosion on aircraft include filiform, pitting, intergranular, exfoliation, stress cracking, galvanic and crevice corrosion. All these types of corrosion are exacerbated by moisture, salt, thermocycling and direct contact of metals differing in metallic content.
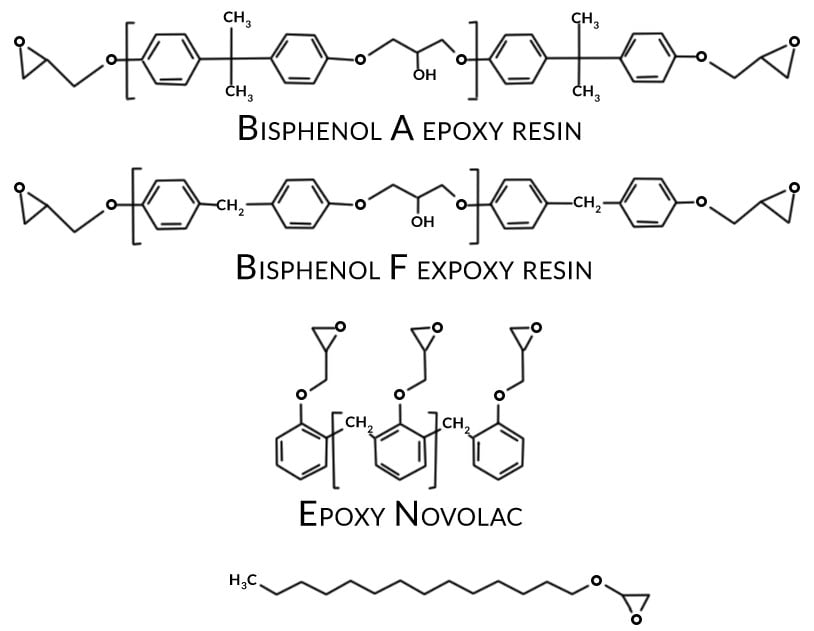
Common corrosion inhibitive pigments historically used in aerospace primers include barium chromate and strontium chromate. Epoxy resins for the most part are combinations of bisphenol A and bisphenol F types. When formulated with suitable crosslinking agents (normally amine or amido-amine type) epoxy-based primers provide excellent adhesion, corrosion resistance and chemical resistance.
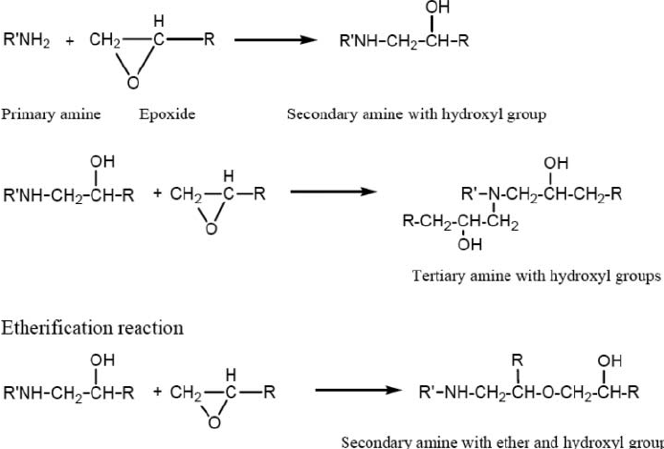
Figure 1. Images of Filiform Corrosion on Coated AluminumFigure 1a. Cross-section of Aerospace Coating LayersFigure 2. Typical epoxy resins and epoxy functional reactive diluents used in aerospace primersFigure 3 Reactions of epoxy resins with amino functionalities
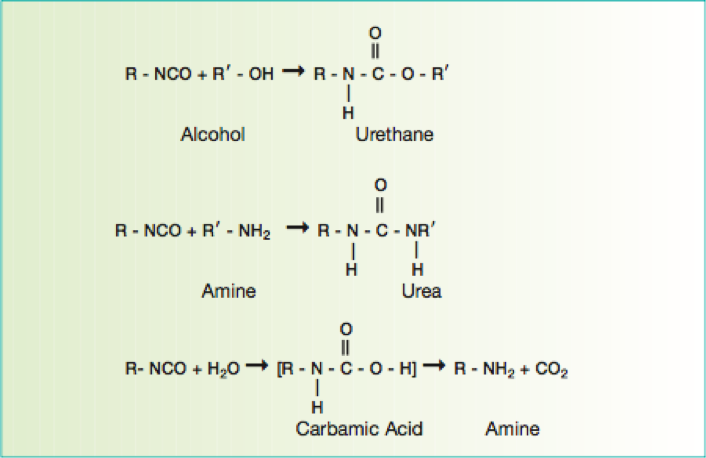
Aerospace exterior topcoats are two-component urethane types comprised of hydroxyl functional resins [polyesters, acrylics or fluorinated ethylene vinyl ethers (FEVE)] reacted with isocyanate prepolymer(s). Typical curing reactions are as follow:
Figure 4 Reactions of polyols with isocyanate functional cross-linkers
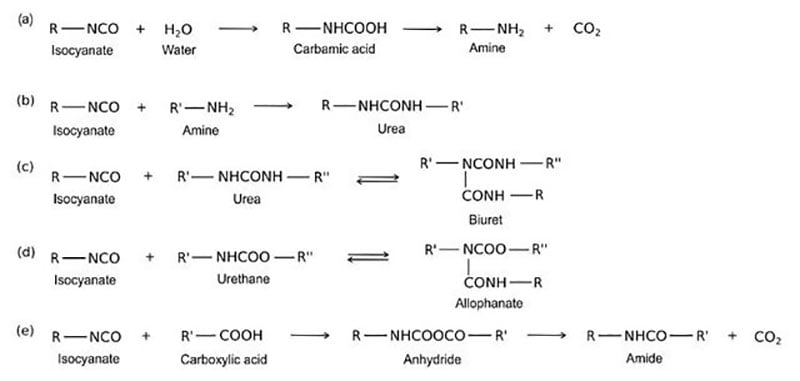
Due to the demanding requirements of aerospace coating systems, chemists use a stoicheometric excess of isocyanate crosslinker to provide excellent chemical resistance. The excess isocyanate crosslinker reacts with moisture to decarboxylate to form a polyurea upon further reaction. Typically a 50 percent or more stoichiometric excess of isocyanate is used to ensure a high degree of polyurea formation.
Polyureas are known for their superb resistance to aggressive fluids such as Skydrol (an aircraft hydraulic fluid).Polyester polyolsare used primarily in the pigmented basecoat portion of the two component polyurethane coating, whereas acrylic polyols and also FEVE-based polyols are primarily used in the clearcoat portion of the polyurethane topcoat.
Clearcoats are further fortified with both UV absorbers as well as hindered amine light stabilizers to further protect the coating system from degradation due to exposure to intense upper atmosphere UV light.
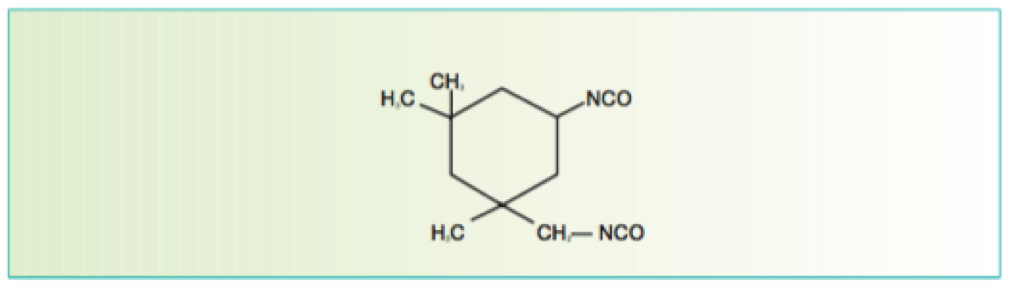
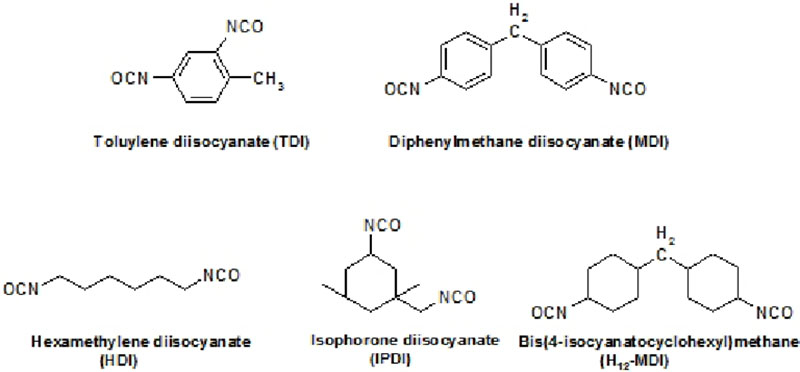
Isocyanate crosslinkers are typically derived from hexmethylene diisocyante (HMDI) and/or isophorone isocyanate (IPDI). The former type provides flexibility, whereas the latter can provide improved hardness.
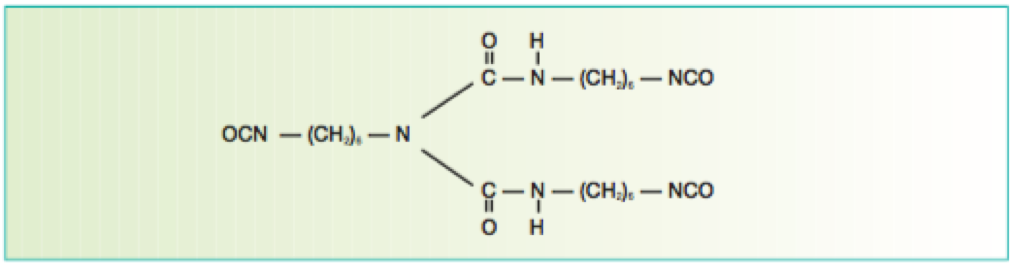
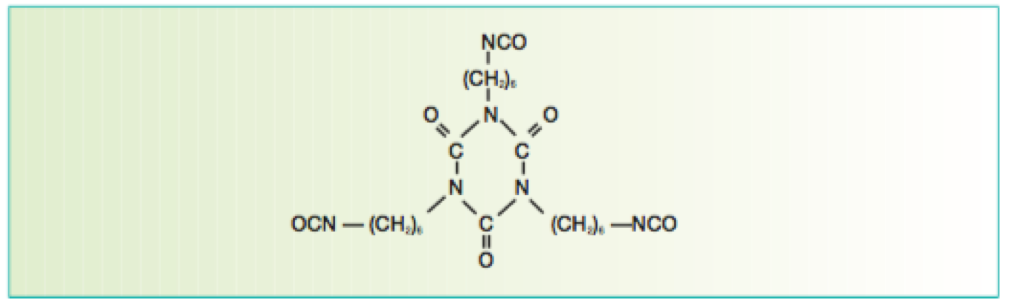
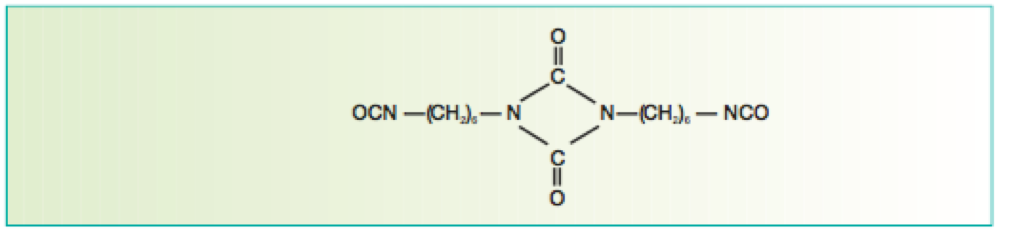
Figure 5 Biuret formed from the reaction of three HMDI moleculesFigure 6 Isocyanurate formed from the reaction of three HMDI moleculesFigure 7 Uretdione formed from two HMDI moleculesFigure 8 Isophorone Diisocyanate
Isocyanurate-based isocyanate cross linkers provide excellent weathering characteristics when reacted with a suitable polyol resin system and are thus widely used in aerospace topcoats.
Recent innovations and project emphasis in aerospace coatings include chrome-free pretreatment-primers and chrome-free epoxy primers. Drag-reducing topcoats that provide a 1 percent improvement in fuel efficiency can lower fuel costs by $700 million a year, according to the International Air Transport Association (IATA). On average, airlines incur about $100 a minute per flight in total operating costs, IATA says. Therefore, even saving just one minute of flight time could reduce total industry operating costs by more than $1 billion a year and significantly reduce environmental emissions.
Polyurethanes coatings have come a long way since their invention by Otto Bayer and coworkers in 1937. Depending on the choice of oligomeric and polymeric materials, these paints are used in a variety of demanding high performance applications due to their versatility. They can be hard or soft, flexible or rigid, resistant to chemicals and provide excellent adhesion.
Polyurethane properties and applications
Outstanding moisture and corrosion resistance
Flexible primers and topcoats
Weather resistance (aliphatic polyisocyanate with suitable durable polyol)
Resistance to acid rain and other chemicals
One component
Two component
Waterborne one component bake finishes
100% solids
Powder coatings
Waterborne ambient cure two component finishes
Polymeric and isocyanate prepolymer components include one or more isocyanate prepolymers and one or more polymeric or oligomeric components containing hydroxy functionality or other active hydrogen group. Isocyanates are reactive with functionalities which include:
Hydroxy
Amino
Imino
Ketimene
Carboxyl (forms CO2)
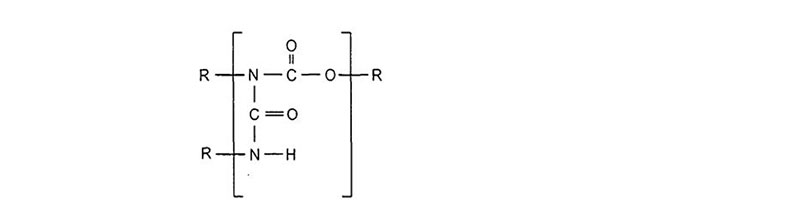
Urethanes
Ureas
Acetoacetylated resins
The active hydrogen for exterior weatherable coatings is normally an aliphatic hydroxyl group in a polyester or acrylic polymer. Alcohols and phenols react with an isocyanate to form urethanes.
Need help finding polyurethane coatings?
Prospector can help speed along your research with technical datasheets and access to global equipment suppliers.
In the following reaction, R1 and R2 can be aliphatic or aromatic.
The urethane reaction is reversible at higher temperatures. For baking systems such as those using blocked isocyanates, excessive bake temperature can result in embrittlement, color change and a decrease in moisture and corrosion resistance.
As a general rule, reaction rates for urethane formation is in the following order:
primary hydroxyl > secondary hydroxyl > tertiary hydroxyl. The reverse reaction rate is the inverse of the forward reaction. For example urethanes from tertiary hydroxyls are relatively unstable.
Once formed, urethanes can react further with isocyanates to form allophanates:
Other ambient cure reactions of an isocyanate and polyol follow:
As illustrated above, the desired crosslinking reaction between a polyol and an isocyanate to form a polyurethane involves multiple competing reactions. For this reason, two-component formulations with polyol in one component and isocyanate in a second component are normally formulated with a 10% or more stoichiometric excess of isocyanate to overcome competing reactions with moisture and other possible reactants.
Polyurethane catalysts
Catalysts for polyurethanes include tin based carboxylates such as dibutyl tin dilaurate, dibutyl tin octoate or tertiary amines such a DABCO [N2(C2H4)3]. For toxicity concerns, there are also tin-free catalysts based on bismuth neodecanoate, bismuth 2-ethylhexanoate or other metal carboxylates.
Isocyanates and polyisocyanates
There are multiple aliphatic and aromatic polyisocyanates available for use in ambient cure two-component solvent born, 100% solid liquid or powder, as well as waterborne paints. Blocked isocyanates are used in single component baked coatings as they unblock at an elevated temperature to activate the isocyanate group. The reaction sequence is first unblocking and then addition. Polyurethanes formed from aromatic isocyanates are used primarily in primers and interior coatings due to poor light stability, but excellent moisture and corrosion resistance.
Common aliphatic and aromatic polyisocyanate building blocks include:
HDI and IPDI are used to synthesize higher molecular weight isocyanate prepolymers which may include isocyanurates, allophanates and uretdiones to improve hygiene, handling and weathering properties.
Isocyanates can be blocked to form a stable material for use as a crosslinker in single component polyurethane coatings. Blocked isocyanates are used extensively in powder, waterborne and high solids baking finishes for coil primers, automotive coatings and electrodeposition coatings. Common blocking agents include 2-ethylhexanol, e-caprolactone, methyl ethyl ketoxime and 2-butoxy ethanol. When mixed with a polyol, blocked isocyanates are stable until they reach the unblocking temperature and then eliminate the blocking agent and react with the polyol to form a polyurethane.
Waterborne two component urethane coatings can be made using water dispersible isocyanates. Water dispersible IPDI or HDI based isocyanates are commercially available and are made by reacting a portion of the isocyanate groups with polyethylene glycol monoether. The polyisocyanate is then added into a separate dispersion containing the polyol to form separate dispersed particles that crosslink and form a film.
Iso-free technology
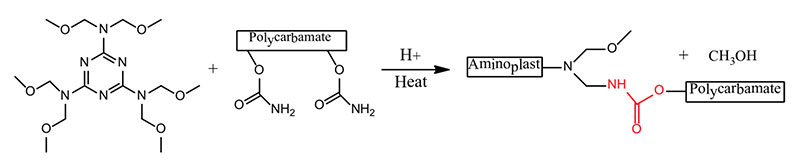
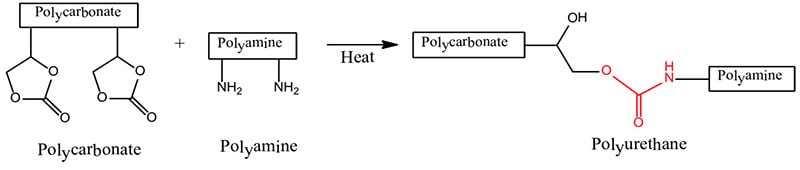
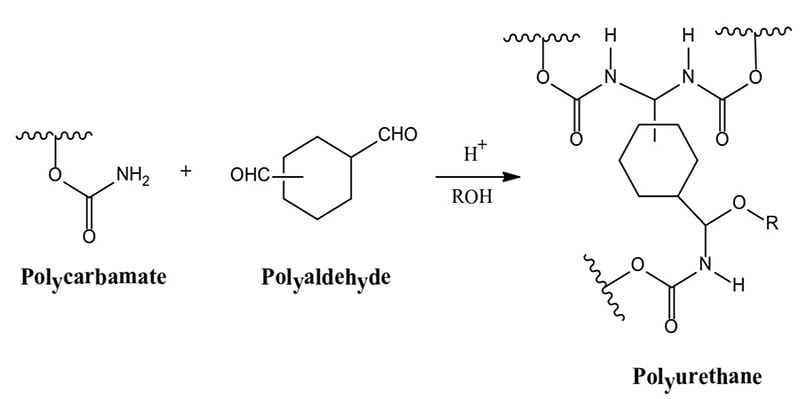
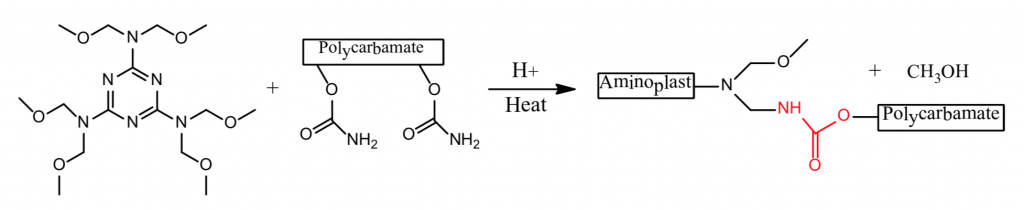
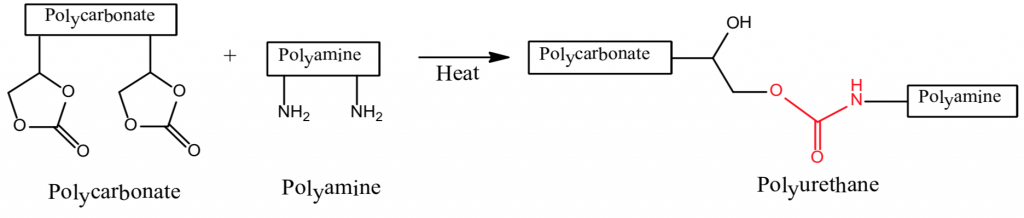
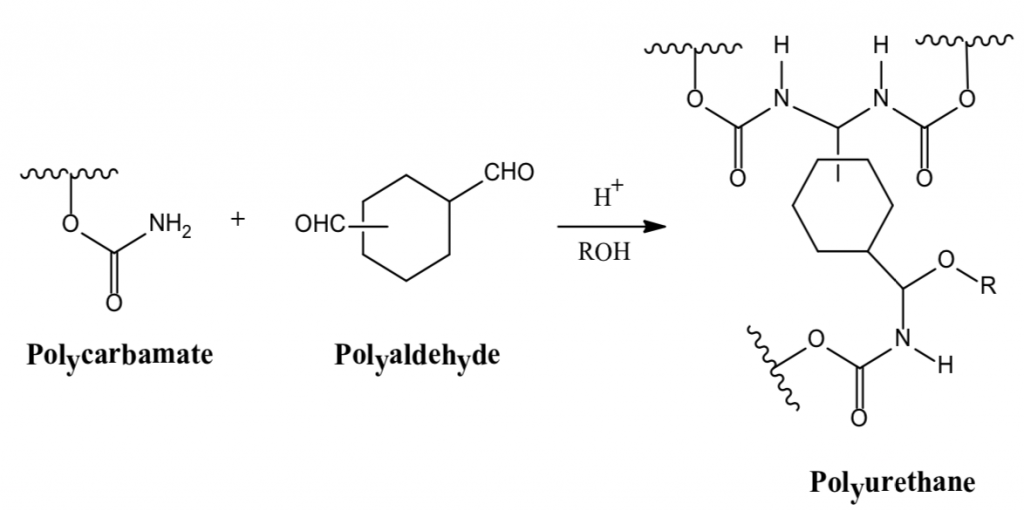
Isocyanate-based technology has come under increased scrutiny as exposure to isocyanates can cause asthma and other respiratory issues. Occupational asthma has overtaken asbestosis as the leading cause of new work-related lung disease. Isophorone free technology provides polyurethane formation without exposure to free isocyanate. In the last few years isofreetechnologies have emerged that do not utilize isocyanate crosslinkers to form a polyurethane and thus eliminate isocyanate exposure. Isofree 2K technology utilizing polycarbonate and polyaldehyde for example includes improved sprayable pot life and rapid cure and early hardness. Technologies that form polyurethanes without the use of an isocyanate crosslinker follow:
The formation of polyurethanes in reactions #1 and #2 are sluggish at room temperature, whereas the reaction rate of #3 that utilizes the crosslinking reaction of a polycarbonate and a polyaldehyde is more facile. Polyurethane formation by this reaction route provides a longer sprayable pot life and at the same time a faster reaction rate after application than that provided by the use of an isocyanate crosslinker.
Exterior weathering can have a dramatic effect on the aesthetic, functional and physical properties of coatings that can include chalking, film erosion, cracking, color change, etching, blisters, peeling, spotting, and loss of hardness, flexibility (increase in glass transition temperature, or Tg), gloss, and adhesion. Multiple formulation issues influence the performance of coatings in a given exterior environment and include:
Resin Type
Crosslinker Type
Pigment/color
Pigment type
Pigment to binder ratio
Presence of Catalyst
Additive selection
Need help researching antioxidants and UV absorbers for coatings?
Prospector can help speed along your research with technical datasheets and access to global suppliers for thousands of materials.
Some of these factors will be covered in more detail than others to the degree they influence weathering. The major issues impacting exterior weathering include: photooxidation (presence of oxygen and light) and hydrolysis due to the effects of moisture, heat and light. The former can be mitigated to a degree with the proper use of UV absorbers to reduce exposure of the polymer matrix to UV light, antioxidants and hindered amine light stabilizers (HALS) to reduce the effects of associated oxidative degradation.
Both photooxidation and hydrolysis are exacerbated by an increase in temperature as both are thermally activated. Environments high in airborne moist salt and/or acid rain (high sulfate, nitrate) and ozone accelerate the hydrolysis and degradation of resin systems and accelerate color change due to acid attack of pigments.
By far the major process that influences film degradation of polymeric coatings is photooxidation. Oxidative degradation proceeds by hydrogen abstraction from the polymer through an autocatalytic process. Accordingly, to achieve excellent weathering, avoid or at least minimize functional groups in the polymer that are more vulnerable to hydrogen abstraction. Following is a general order of functional group resistance to oxidative degradation of activated methylene groups (- CH2–) between double bonds or adjacent to amine groups being the worst:
Accordingly, in general fluoropolymers and siloxanes are more durable than polyesters or urethanes followed by resin systems high in aromatic content, and amine groups being the least durable. The later types include aromatic epoxies.
Characteristics of UV Stabilizers include absorption and quenching. UV absorbers act by absorbing radiation in the wavelength region where the polymer system absorbs thus acting to shield the resin from degradation. Ideally UV Stabilizers should have a high absorption in the UV region from 295 to 380nm to provide protection for the polymer from degradation. The most effective UV stabilizers are also more permanent thus ensuring longer life once incorporated into a paint system.
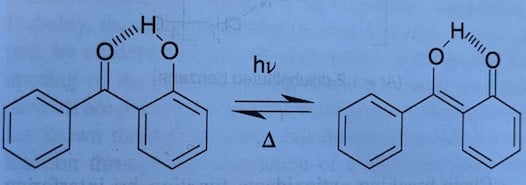
UV stabilizers convert the absorbed UV energy into heat, such as that with 2 – hydroxy benzophenone:
Chemical formula for 2 – hydroxy benzophenone
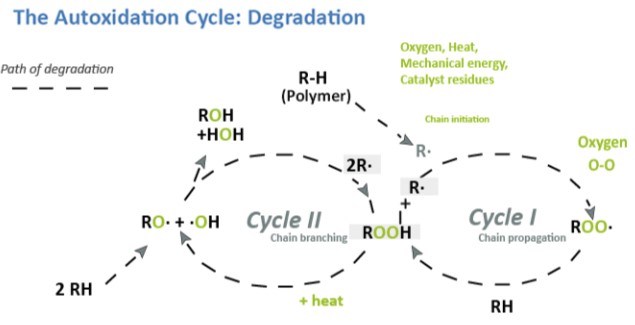
Antioxidants are classified into two groups of preventative (peroxide decomposers and chain breaking antioxidants). Peroxide decomposers include sulfides and phosphites. Chain breaking antioxidants disrupt the chain propagation step of autoxidation. Organic materials react with molecular oxygen in a process called “autoxidation“. Autoxidation is initiated by heat, light (primarily in the UV region), mechanical stress, catalyst residues, or reaction with impurities to form alkyl radicals. The free radical can, in turn, react and result in the degradation of the polymer such as depicted below:
Hindered Amine Light Stabilizers (HALS) function both as chain breaking antioxidants as well as complexing agents for transition metals. For coatings that provide excellent durability, the rate of Hydrolysis is normally much lower than that of photooxidation.
The rate of hydrolysis for functional groups is esters>carbonates>ureas>urethanes>ethers.
For crosslinked products, melamines hydrolyze at a faster rate than that of aliphatic urethanes.
As most systems used in exterior applications contain pigment (including basecoat/clearcoat systems used in exterior automotive topcoats); pigment selection, color as well as pigment volume concentration(PVC) all contribute to the durability of the paint system. PVC selection is somewhat dictated by gloss level, color requirement and film thickness necessary for acceptable hide (color uniformity over the substrate).
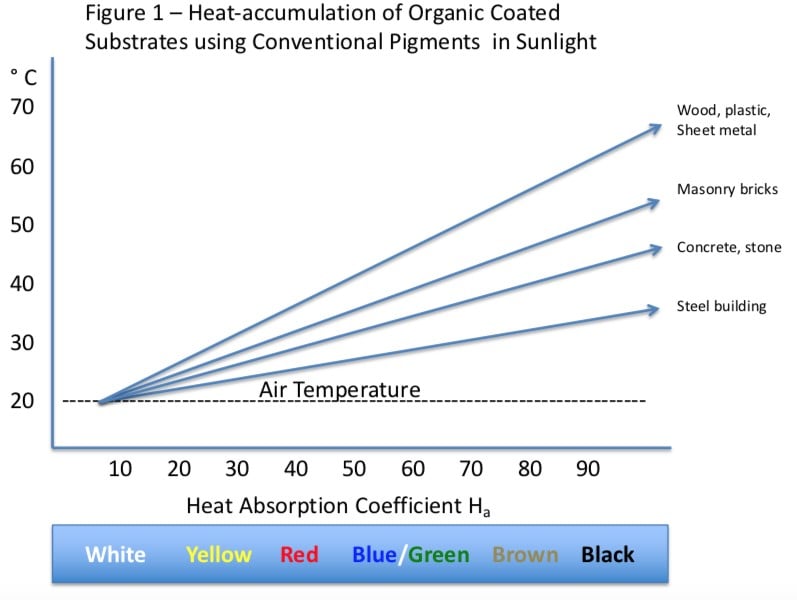
In paint systems dependent on protection provided by pigment for light stability, durability is more dependent on relatively small variations in PVC. The relationship between color and weathering can be very complicated. For example, darker colors tend to absorb more radiant energy and thus the heat absorption coefficient for darker colors not using solar reflective pigments is higher, contributing to higher temperatures of the coating exposed to exterior radiant energy:
Higher temperatures contribute to higher degradation rates, however darker colors (brown/black) absorb more UV/Visible light energy and thus help protect the polymer system from degradation. Accordingly the use of a resin system prone to oxidative degradation at higher temperatures will provide poor weathering especially in dark colors.
Pigment selection within a class of colors can have a tremendous effect on the durability within a class of polymers. Pigments used for color and hiding can be divided into two general classes including inorganic and organic.
Inorganic pigments as a class are more resistant to degradation and chemicals than are organics. Some of the durable inorganic pigments include acid resistant aluminum flake, micaceous iron oxide, yellow, brown and red iron oxides.
The most durable inorganic pigments are Ceramic pigments. Ceramic pigments are mixed metal oxides. As these pigments are fully oxidized they are very resistant to chemicals and oxidation. As many bright colors require organic pigments, such pigments are a necessity. Many organic pigments can provide exceptional resistance to exterior degradation and are used extensively in automotive basecoats.
How to evaluate coating weathering
The best way to evaluate weathering is by natural exposure in the color, environment, gloss level and exposure angle the coating will be used in. As that is not practical for the introduction of new coatings, accelerated weathering is a necessity.
South Florida weathering is normally the most accepted means to determine accelerated natural weathering of a coating. For example: 5 degrees horizontal south facing for automotive applications or 45 or 90 degrees facing south or north respectively for architectural applications.
Marine environments are also commonly used for paint systems to evaluate corrosion protection or resistance to biological growth. Although South Florida weathering provides a good indication of the projected durability, there is always a desire to further reduce the time required to predict the durability of a coating to an environment high in UV, moisture, and high temperature.
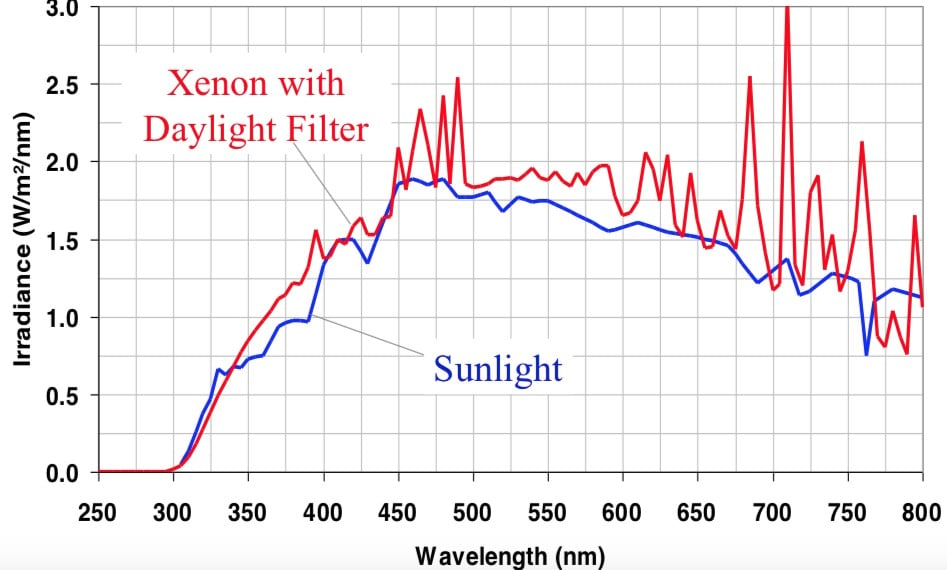
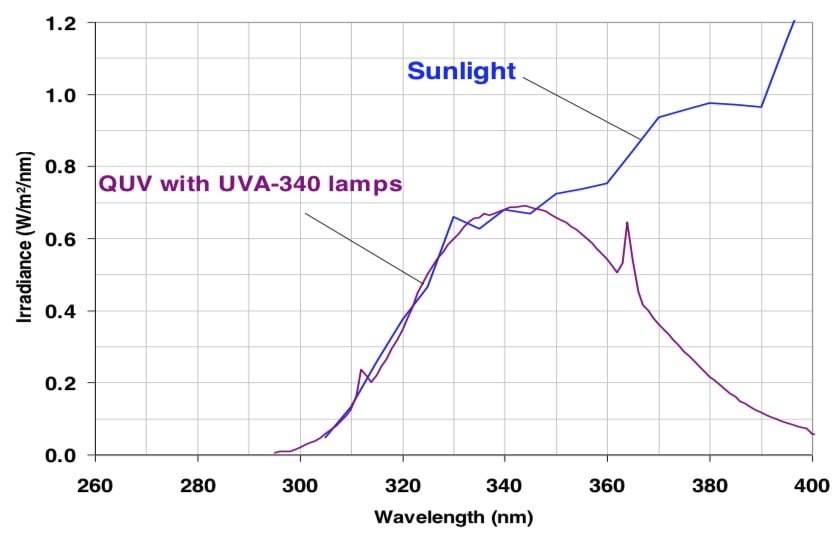
A few of the other commonly used methods to determine accelerated weathering include ASTM D 4587 (QUV weathering) and ASTM G155/ASTM D7869 (Xenon Arc). These accelerated weathering devices provide a combination of cycles of intense UV light, high temperature and high humidity. There are a number of articles detailing the correlation or lack thereof with natural weathering including new instruments and processes that profess to provide a better correlation to natural weathering.
Sources and further reading:
Prospector Search Engine
UV Absorbers
antioxidants
ceramic pigments
mixed metal oxide
HALS
iron oxide
UV stabilizer
Organic Coatings, Science and Technology, Frank N. Jones et.al., Wiley & Sons, 2017
Exterior Durability of Organic Coatings, Eric V. Schmid, FMJ International, 1988
Atman Fozdar1, Ronald Lewarchik1 ‘, Raviteja Kommineni1, Vijay Mannari2 ; Chemical Dynamics LLC1, Michigan, USA; Eastern Michigan University2, Michigan, USA
Abstract
With the recent advances in the formulation of powder coatings, it’s quite possible to formulate powder
coatings that apply to temperature sensitive surfaces and cure at low temperatures using IR or UV cure.
However, the challenge still remains with the electrostatic application of powder and liquid coatings that
enable acceptable adhesion to non-traditional substrates (porous substrates like MDF, particle board, trim
board and non-porous substrates like wood plastic composites, plastics composites, glass, ceramic etc.)
and achieve good transfer efficiency. Insufficient and/or non-uniform surface treatment of these substrates
prior to application results in a non-uniform finish, multiple film defects and poor transfer efficiency.
Our research has led to the development of rapid drying conductive adhesion promoters (CAP’s) with
improved adhesion of powder and liquid coatings to nonconductive substrates such as MDF, particle board,
trim board, wood plastic composites, fiber reinforced composites, ABS, Polycarbonate, Noryl GTXTM, SMC
and Polyolefinics etc.; while at the same time improving transfer efficiency by dissipating static charge. The
ability of our CAP technology to dry quickly permits application in a continuous/conveyorized production
line followed by the application and curing of powder and liquid coatings. The use of CAP’s in this process
eliminates the need for preheating, plasma treatment and chemical etching of plastic substrates while
improving both film appearance and application efficiency. UV curable as well as LTC (low temperature
cure) powder and liquid coatings can now be applied uniformly even in recess areas/faraday cage areas.
This patent pending technology utilizes novel conductive materials in conjunction with a polymeric adhesion
promoter and at the same time improves flexibility and interfacial adhesion along with anti-static properties.
Conventional treatments used to enhance surface conductivity utilize quaternary ammonium salts dispersions (QAS) which render the coated substrate conductive, but moisture sensitive as the QAS conductive treatment are water sensitive and migratory. Lastly, QAS technology does not enhance adhesion and flexibility.
Introduction
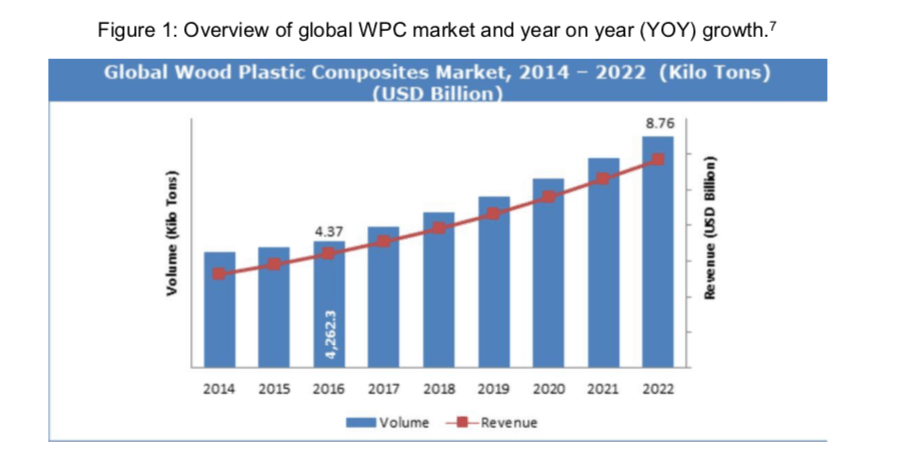
With recent modifications in polymer composition, WPCs are not only used in construction industry for
outdoor decking but also automotive, furniture, fencing, landscape timber, playground equipment etc. There
are several advantages of using WPCs such as,
Use of recycled materials
Lower maintenance than their wood counterparts
Higher thermal stability than plastic composites
Higher dimensional stability than wood
Lower moisture absorption
Better machinability etc.
Figure 1: Overview of global WPC market and year on year (YOY) growth.7
One of the issues, faced by most WPC manufacturers and consumers is, “paintability” of a coating over WPC. Due to lower surface energy of polypropylene and/or PVC or most plastics used, most conventional coatings don’t have good adhesion to WPCs, and can result in delamination after a short period when subjected to extreme heat/cold cycles.
In this scope of work, powder coating was identified as most suitable and eco-friendly coating for WPC due to several reasons such as:
No VOCs
Higher transfer efficiency (up to 90-95%),
Overspray can be reused
Superior film properties (Tough, durable, hard, scratch resistant)
Reduced process time and energy requirements
One step finishing process.
However, there are certain challenges to powder coat plastics and composites. Such as,
Application of powder coating using electrostatic spray on non-conductive WPC, MDF, particle board and plastic composites
Adhesion of powder coating on WPC with low surface energy
Selecting the right chemistry of powder which cures at low temperature due to low heat deflection temperature of powder coatings.
Application of powder coatings on MDF is also covered within this scope of research, since there are multiple issues related to appearance and film formation when powder coating MDF using conventional approaches such as preheating MDF to,
Fatty edges,
Edge cracking,
Pin holes,
Non-uniform appearance and film thickness,
Ability to coat recess areas/areas not in direct line of sight
Methodology to overcome above challenges is described below.
Surface Resistivity
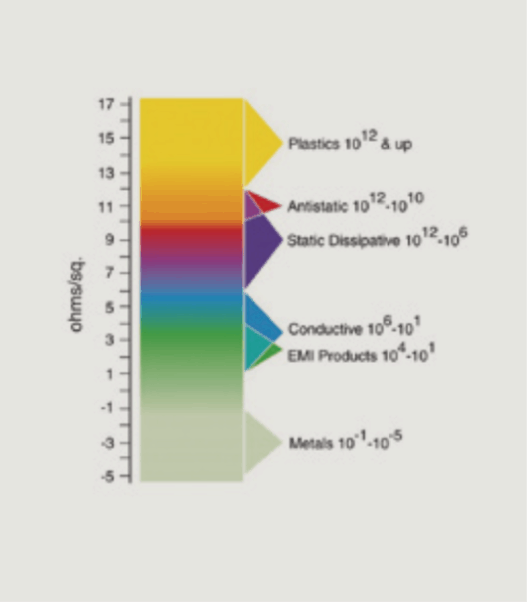
Figure 2 enlists classification of conductive materials by surface resistivity.
Quantification of the classification of surface resistivity:
Anti-static
Decay rate (seconds to decay), 5000 to 50 V at 12% Relative humidity
Standard : MIL PRF 8705 D, NFPA 56A
Static dissipative (ESD)
Static dissipative (ESD)
Surface resistivity (ohm/square)
Surface resistance (Ohm)
Standard : ASTM D257, ESD STM11.11, IEC 60079-0
Conductive
Conductive
Volume resistivity (Ohm-cm)
Surface resistivity (Ohm/square)
Standard : ASTM D257
EMI/RFI shielding
EMI/RFI shielding
Shielding effectiveness (decibels of attenuation)
Standard : ASTM D4935
For a successful application of powder coatings (uniform appearance, film formation and deposition of
powder particles on substrate as well as in recess areas where there is no direct line of sight at the time of
application) on WPC and plastic substrates, surface resistivity of substrate is required to be less than 108
Ohm/Square (from our previous work published in European Coatings Journal, 20171). Thereby, placing it
in conductive, static dissipative range as per Figure 2.
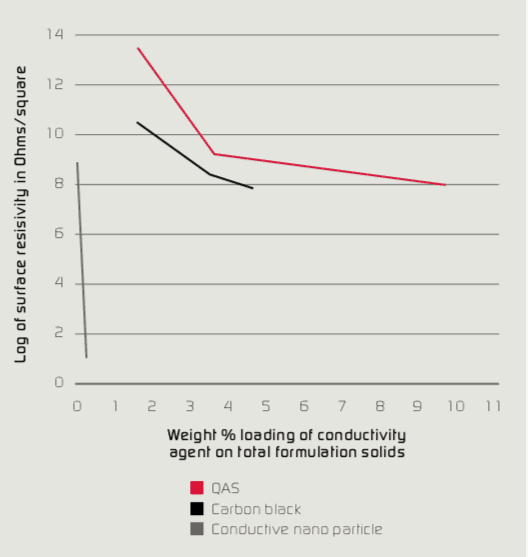
In our scope of research, we evaluated different types of conductivity agents such as quaternary ammonium
compounds (QAS), carbon black, graphene as well as conductive nano particles (functionalized and/or non-
functionalized).
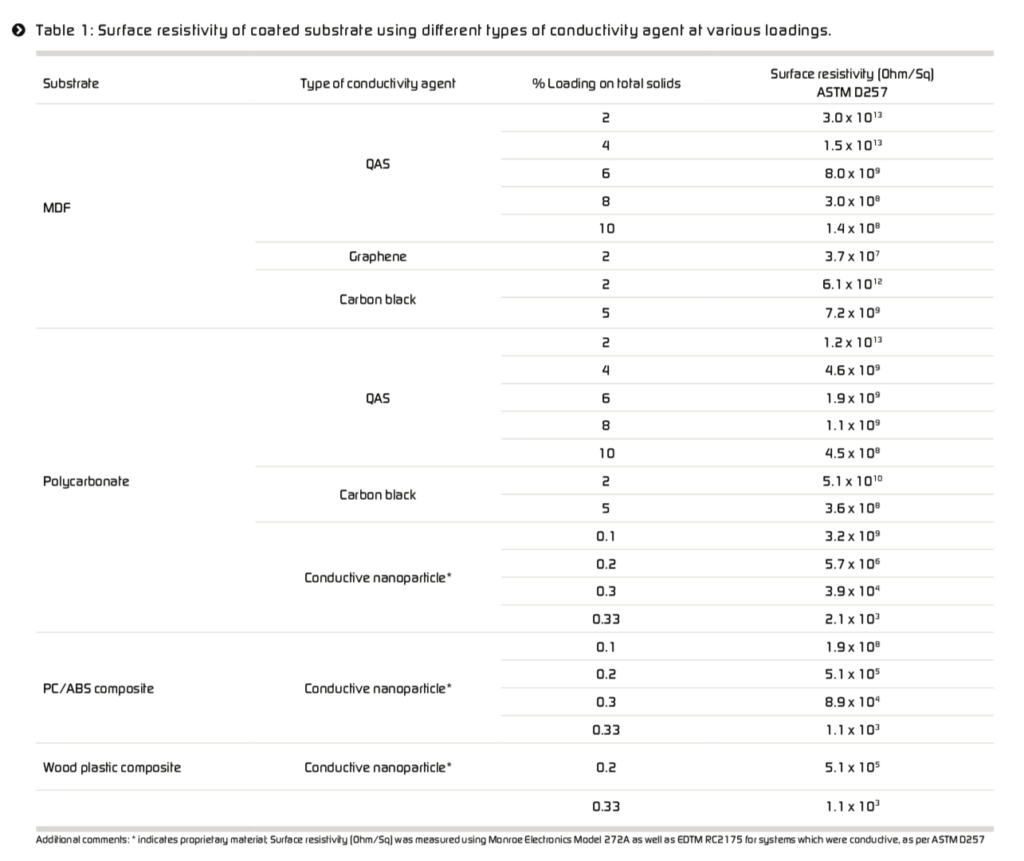
To determine most suitable conductivity agent, we formulated a DOE and coated different porous and non- porous non-conductive substrates with different conductivity agents at various loading. Surface resistivity of which is listed in Table 1.
Table 1: Surface resistivity of coated substrate using different types of conductivity agent at various loadings.
Additional comments: * indicates proprietary material; Surface resistivity (Ohm/Sq) was measured using
Monroe Electronics Model 272A as well as EDTM RC2175 for systems which were conductive, as per
ASTM D257.
Surface resistivity results listed in the above Table 1 show very little or no discrepancy since results of each
variation on all of the substrates are very close to each other.
Apart from conductivity imparted, there are several disadvantages of using QAS, since they are humidity,
process and temperature dependent. Their migratory nature doesn’t ensure sufficient adhesion of top coat
to substrate or flexibility.
For conductive carbon black, significantly high loading is required to get low enough surface resistivity so
that uniform film formation of powder coating can be achieved. High loading of conductive carbon black
pigment can also lead to “crayoning” effect and adversely affect mechanical properties.
Results enlisted in Table 1 also confirm that if we increase the conductive agent loading beyond certain point then decrease in surface resistivity doesn’t necessarily need to be substantial or linear. Hence, there is a need to find the optimum amount for each type of substrate i.e. porous (such as MDF) and non-porous (polycarbonate, PC/ABS, glass and wood plastic composite which is less porous comparatively).
Adhesion of powder coatings on plastics:
A major issue which confronts coatings and ink industry is the adhesion of liquid and powder coatings to
WPC and plastic composites. There are several conventional approaches such as flame treatment, corona
discharge, gas plasma, UV exposure or chemical oxidation which may be used to oxidize the surface of the
substrate to promote adhesion. Oxidizing the surface would increase polar contribution to surface energy
and produce more polar sites for bonding without altering the dispersive contribution significantly. The
coating is best applied soon after treatment because the oxidation produces short lived radical species and
is partially reversible with time. A major difficulty with ‘radiative’ techniques is achieving uniform surface
coverage without over-treating, which introduces chain-scission and can lead to cohesive failure within
surface of the substrate.
Mechanism of crosslinking involves several different reactions of acid functional groups forming N-acylurea, aminoester and reaction with epoxide functionality as well as hydrolysis of alkoxysilane.
Selection of powder coating based on type of substrate
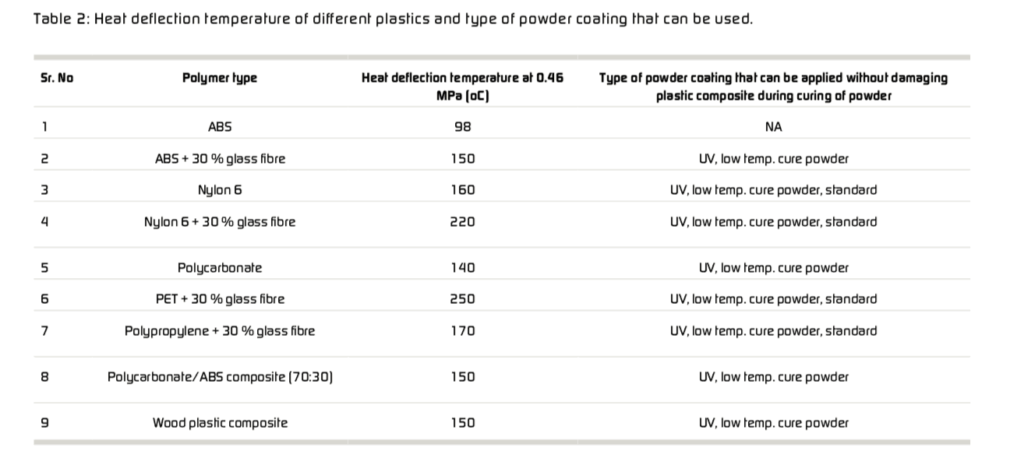
Not all WPCs and plastic substrates can withstand high curing temperature of 160-200 C of conventional
powder coating. Most plastics tend to soften, degrade or even melt at such high temperature. It’d be safe
to apply and cure powder coating below substrate’s heat deflection temperature.
Heat deflection temperature is a measure of polymer’s ability to bear a given load at elevated temperatures.
Table 2: Heat deflection temperature of different plastics and type of powder coating which can be used
Application of CAP and powder coating
CAPs were applied on wood-plastic composite, PC/ABS and MDF at 10-14 microns dry film thickness using
HVLP spay gun at 20 psi air pressure at nozzle. They were dried/cured at ambient temperature for 8-10
minutes.
UV curable smooth, white epoxy powder coating and low temperature cure black, texture epoxy powder coating was applied using electrostatic spray gun on substrates coated with CAP.
Melting and curing schedule of UV curable powder coating:
UV curable powder was melted first at 120o C for 3-4 minutes and then cured using conveyorized UV oven having medium pressure H-bulb. Low temperature black, texture epoxy powder coating was cured at 130o C for 8 minutes
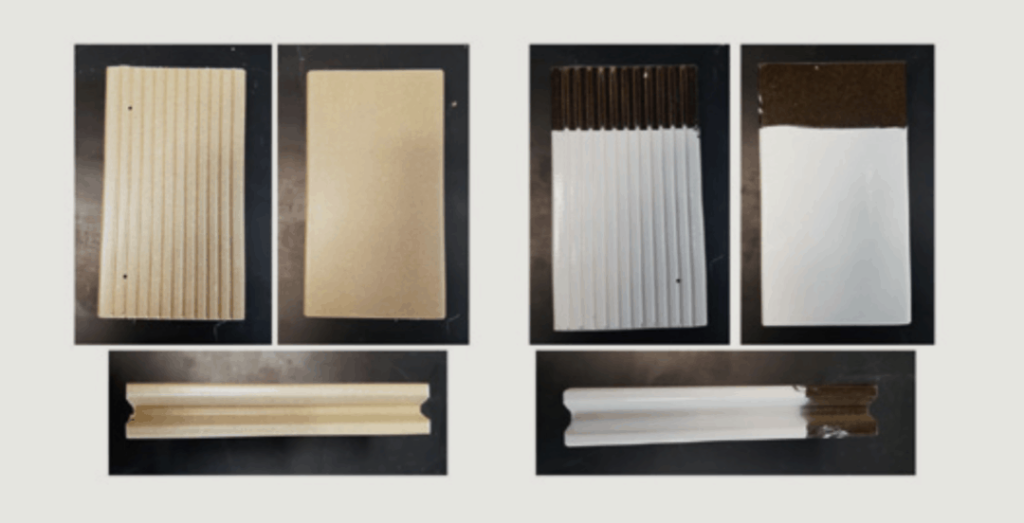
Figure 3: Uncoated and coated PC/ABS Figure 4: Uncoated and coated wood-plastic composite Figure 5: Uncoated and coated curved porcelain tile
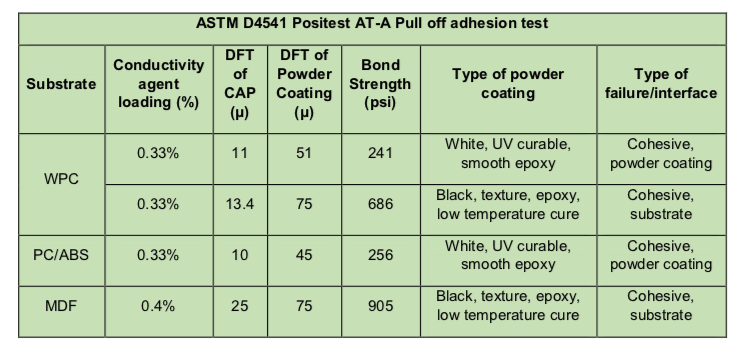
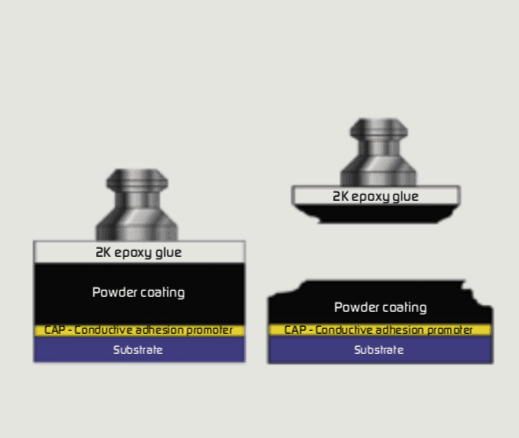
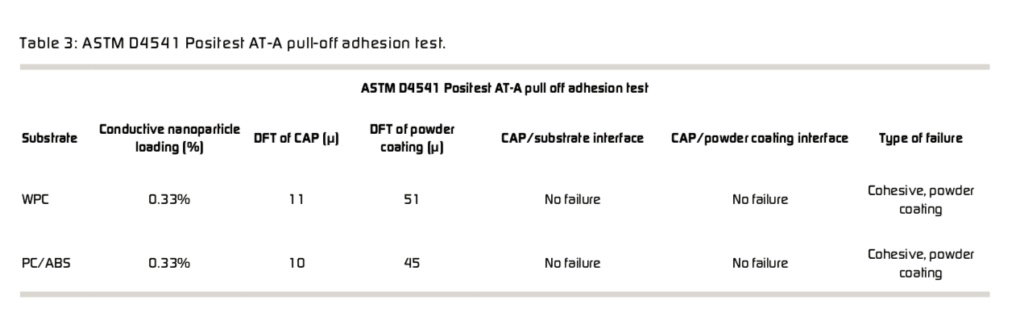
Additionally, Positest pull off adhesion test was carried out to determine interfacial adhesion. Multiple
adhesion tests with 20 mm dollies were carried out to determine interface of the coating failure and the
force/area at which failure happens.
Dry film thickness of CAP and cured powder coating was measured using Positector B100/B200, ultrasonic film thickness gauge.
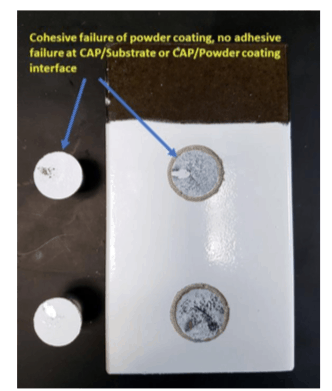
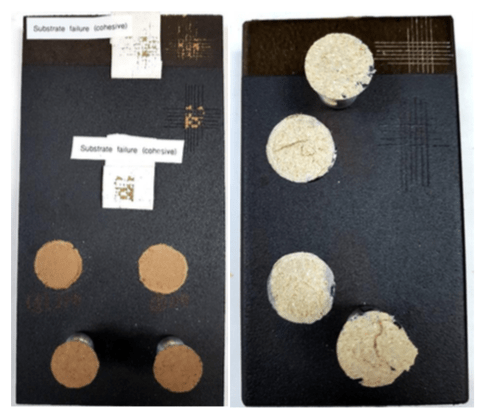
Table 3: ASTM D4541 Positest AT-A Pull off adhesion test Figure 6: Cohesive failure of powder coating on wood-plastic composite after positest pull-off adhesion test Figure 7: Coated MDF (Left) and wood-plastic composite (Right) after crosshatch and positest pull-off adhesion test. Figure 7 shows cohesive failure within substrate on MDF and WPC. No adhesive failure was observed.
Conclusion
CAPs ensure sufficient dissipation of negatively charged powder particles applied by electrostatic
spray equipment as well as promote interfacial adhesion.
CAPs work more efficiently at lower film thickness on non-porous substrates. On porous
substrates higher film thickness is required since some of the material is absorbed by porous
substrate.
CAPs form chemical and mechanical bonds with porous substrates which result in high pull-off
bond strength compared to non-porous substrates like PC/ABS composite.
CAPs enable successful application of powder coating on various WPCs, plastic composites,
MDF, trim boards, concrete and ceramic tiles, porcelain (uniformity, film formation, ability to coat
recess areas etc) with no film defects such as fatty edges pin holes, blisters, edge cracks etc.
CAPs can significantly increase transfer efficiency of applying liquid or powder coating to plastic
composites having complex geometry.
Future Directions
Reduce dry film thickness (DFT) for thinner film applications (3-6 microns).
Increase crosslink density by changing composition of reactive species.
Reduce dry to touch time to 3-4 minutes from 8 minutes.
Accelerated weathering of coated WPC and MDF materials along with thermocycle resistance
(cyclic exposure to extreme heat and cold).
References
Fozdar A., Mannari V. “Development of Low VOC Static Dissipative Coating for Powder Coating Non-Traditional Substrates.” European Coatings Journal, April 2017.
Carlos L., Almeida P. ‘Conducting Polymers : Synthesis, properties and applications (polymer science and technology)’.
Cudazzo M/, R. Knofe. “Powder Coating of Substrates with Low Electrical Conductivity: A New Powder Coating Process for Non-Metallic Workpieces and Components,” January 1998.
Gao S., Zhu X.P, and Jesse (Jingxu) Zhu. “Powder Coating of Plastic Components,” September 2016.
Schwarb R., Knoblauch M. “UV-Curable Powder Coatings for Heat Sensitive Substrates.” CoatingsTech, July 2010.
Zeren S, Huguenard S. “UV Curable Powder Coatings: Formulation of Thick White Finish for MDF.” Surface Coatings International Part B: Coatings Transactions 87, no. 2 (June 2004).
“Global Wood Plastic Composite Market” Zion market research, 2017.
Silicate coatings are alkali metal silicates that are made from naturally occurring materials such as sand and alkali. Alkali metal silicates are derived from a combination of silica (SiO2) and a carbonate of lithium, sodium or potassium to produce a silicate (SiO2/Na2O). Depending on their formulation, these remarkable coatings can have multiple benefits including:
Not petroleum based
Outstanding durability
UV resistant
Acid rain resistant
High hardness
Exceptional wear resistance
Outstanding hardness
Non-flammable
Adhere to multiple substrates
High moisture and gas permeability (can be a benefit or a disadvantage)
Chemically bond to mineral surfaces
Heat Resistance (most silicate based paints have a softening point of ~ 1,200F)
Heat Resistant paint for metals (silicates mixed with copper, nickel, chromium or stainless steel powders)
Good chemical and physical properties
Zero VOC
Research coating materials
Did you know Prospector gives you access to technical data on thousands of paints and coatings materials, as well as the opportunity to request samples and contact global suppliers?
Types of silicate-based coatings include silicate, silicate-organic emulsion and lastly sol-silicate.
Soluble silicates include those of the Group 1A elements of the Periodic Table (Li, Na and K). As Silicates are based on alkali metal oxides and silica, their solutions are alkaline. As the molar weight ratio of the silicon:alkali metal increases, the pH decreases:
Accordingly, when blending alkali metal silicates with organic emulsions, it is important to use higher ratios of silicon to alkali metal to achieve the best stability and a workable pH of 8 – 10 for most organic-based emulsions.
Viscosity of sodium silicate solutions is a function of concentration, density and ratio of sodium: silicon. Higher or lower ratios increase viscosity with a minimum viscosity reached at a 2.0 weight ratio.
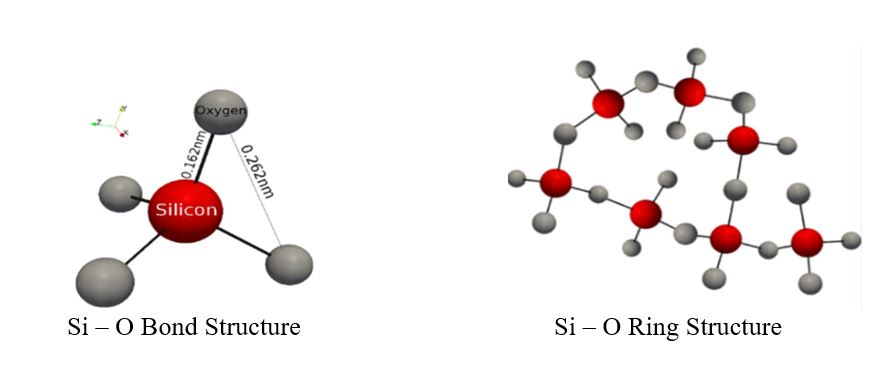
From a structural standpoint, waterborne silicates are glasses that have a wide variety of molecular structures in which the anions are monomers, dimers, trimers, branched chains, and ring structures, as well as other three dimensional networks. Cations of alkali metals (Li+, Na+ and K+) attach to the anions (Si – O – ) to create a complex alkali silicate.
There are two equilibria in an alkali silicate solution, that includes an acid-base equilibrium:
As well as a condensation polymerization-depolymerization equilibrium:
Irreversible reactions also take place with polyvalent cations such as Ca++ or may also include Mg++, Fe, or Mn.
The ratio of alkali metal oxide to silica has a significant effect on coating properties as illustrated in the table below:
The higher ratio (High SiO2 low NaCO3, e.g. 3.75 to 1) gives:
The lower ratio (Low SiO2 High NaCO3, e.g. 2 to 1) gives:
Lower viscosity
Higher specific weight
Faster drying speed
Greater solubility
Faster curing speed
Higher pH value
Increased susceptibility to low temperatures
Greater susceptibility to water influence
Higher chemical resistance of coatings
Higher tack and binding power
Commercially available silicates are normally produced in ratios of 1.5 or higher. Coatings based on sodium silicate can be used and require a catalyst for ambient cure, but are susceptible to efflorescence. Solutions of sodium silicate can react or cure with dissolved polyvalent ions including Ca++, Al+++ and Mg++ to form insoluble silicates.
Potassium silicates are self-curing, however the reaction is slow.
Lithium silicates have low water solubility and are used to minimize water soluble by-products and efflorescence.
Efflorescence is a whitish, powdery deposit on the surface of a material (stone, concrete, brick and mortar) caused from mineral-rich water percolating to the surface through capillary action. Efflorescence usually consists of gypsum, salt, or calcite.
Mineral calcium carbonates (e.g. calcite) exhibit low reactivity with soluble silicate, whereas precipitated calcium carbonate provides high reactivity. The viscosity of sodium silicates is very high, whereas colloidal silicas (stabilized silica particles less than < 100nm in size) have viscosities closer to that of water. pH has a major impact on the viscosity of colloidal silicas and form gels at a pH < 7 and a Sol when a pH is >7. Liquid sodium and potassium silicates also can be reacted with a variety of acidic or heavy metal compounds to produce solid, insoluble bonds or films.
Neutralizing an alkali silicate with acidic materials (e.g., aluminum sulfate) polymerizes the silica and forms a gel. This produces a bond or film on surfaces where gellation occurs. Chemical setting agents that can be used in this manner include: mineral and organic acids, carbon dioxide (CO2) gas, and acid salts such as sodium bicarbonate and monosodium phosphate (NaH2PO4).
Silicate-emulsion paints comprise a low level of a polymeric organic emulsion (~5%) with an alkali silicate. The emulsion helps to enhance water resistance until the silification reaction is complete, which can take weeks. Higher levels of organic emulsions are generally incompatible.
Typical components of a silicate-emulsion paint can include:
organic additives like compatible surfactants
small amounts of suitable coalescing solvents
thickeners (e.g. Hydroxyethylcellulose, or HEC), stabilizers and modifiers
emulsions that are stable at higher pH that may include:
aqueous dispersions of polymers such as:
styrene-butadiene
polystyrene
neoprene
polyvinyl chloride
polyvinyl acetate
acrylonitrile copolymers
acrylic polymers and copolymers
inorganic binders such as potassium silicate and filler pigment
inorganic alkali resistant pigments
As silicate paints are not generally flexible, they can be flexibilized by the addition of 1 to 5% by weight of glycerine or other polyhydric alcohols. Up to 30% of sorbitol can be used, provided the silicate solution is diluted to avoid excessive thickening.
Rubber lattices can also be employed as plasticizers. Incorporation of finely ground clays and similar fillers will improve flexibility to some extent. Silicate emulsions paints can also be formulated for use on aluminum, galvanized steel, steel, stone, brick, concrete, and previously painted surfaces that used an emulsion paint.
Sol-silicate paint is a combination of silica-sol and potassium silicate. An organic binder is incorporated at a percentage of 10% or lower. As opposed to most other silicate paints, sol-silicate paints bond to non-mineral substrates through both physical and chemical bonds. Silica sols are dilute solutions of dissolved silica that are at an acidic pH.
ORIGINALLY PUBLISHED IN EUROPEAN COATINGS JOURNAL 11 – 2018
Enhanced technology for electrostatic spray on nonconductive substrates and complex geometries. By Atman Fozdar, Ronald Lewarchik, Chemical Dynamics LLC, USA, and Vijay Mannari, Eastern Michigan University, USA.
Light vehicles represent an important market for plastics and poly- mer composites, one that has grown significantly in the last five decades. Among other reasons, this is due to being inexpensive com- pared to their metal counterparts, to being able to mould complex geometry, to reduced weight, and to increased fuel economy due to the reduced weight. Various plastics and composites are used for automotive interiors, exteriors, electrical systems, powertrains and engine components. Their complex geometries and the non-conductive nature of the substrate mean that coatings cannot be applied using electrostatic spraying, which limits the methods for applying coatings by the conventional spraying method. A conventional liquid coating spray method causes significant loss in transfer efficiency (about 40- 60% depending on geometry of the substrate), so there is an obvious market opportunity here.
Powder coatings have been identified as the most suitable and eco-friendly coatings for plastics because, for instance:
No hazardous Volatile Organic Compounds (VOCs)
Higher first-pass transfer efficiency (up to 90-95 %),
Overspray can be reused/reclaimed.
Superior film properties (tough, durable, hard, scratch resistant)
Lower process time and energy requirements.
One-step finishing process.
However, powder coating plastics and composites gives rise to certain challenges, such as:
Applying a powder coating using electrostatic spray on non-con-
ductive plastics and composites.
ą Adhering a powder coating on plastics with low surface energy.
ą Selecting the right powder chemistry that cures at low temperature
due to low heat-deflection temperature of plastics and composites.
We have developed a method that overcomes these challenges.
Use of CAPs eliminates the need for preheating, plasma treatment
and chemical etching of plastic substrates while improving both film
appearance and application efficiency.
Results At A Glance
A new conductive adhesion promoter (CAP) technology for application in a continuous/conveyorised production line, dries quickly.
UV curable as well as low temperature cure (LTC) powder and liquid coatings can now be applied uniformly even in re- cess/Faraday cage areas on plastic composites.
CAPs work more efficiently at lower film thickness on non- porous substrates.
CAPs can significantly increase the transfer efficiency of applying a liquid or powder coating to plastic composites with complex geometry.
Figure 1: Classification of conductive materials by surface resistivity.
Surface Resistivity is Key
Figure 1 classifies conductive materials by surface resistivity. For successful application of powder coatings on plastic substrates, surface resistivity of the substrate has to be less than 108 Ohm/Square (from our previous work published in European Coatings Journal, 20171). This places it in the conductive, static dissipative range as per Figure 1. (We define a successful application as uniform appearance, film formation and deposition of powder particles on substrate as well as in recess areas where there is no direct line of sight at the time of application.)
Quantification of classification of surface resistivity:
Anti-static Decay rate (seconds to decay), 5000 to 50 V at 12 % relative humidity Standard : MIL PRF 8705 D, NFPA 56A
We evaluated different types of conductivity agents such as quater-
nary ammonium compounds (QAS), carbon black, graphene and also
conductive nanoparticles. To determine the most suitable conductiv-
ity agent, we formulated a design of experiments and coated various
porous and non-porous, non-conductive substrates with different
conductivity agents at various loadings. Their surface resistivities are
given in Table 1 & Figure 5 & 6. These results show very little or no
discrepancy since the variations on all of the substrates are very small.
Apart from conductivity imparted, using QAS has several disadvantag-
es, since they are humidity-, process- and temperature-dependent.
Their migratory nature does not ensure sufficient flexibility or adhe-
sion of top coat to substrate. For conductive carbon black, significantly
high loading is required to get low enough surface resistivity so that
the powder coating forms a uniform film, and they deteriorate me-
chanical properties of the film.
Table 1 also shows that if we load the conductive agent beyond a certain point then the decrease in surface resistivity is not necessarily substantial or linear. We need to find the optimum amount for porous substrates (such as MDF) and non-porous substrates (e.g. poly- carbonate, PC/ABS, glass and wood-plastic composite, which is less porous comparatively).
Figure 3: (Left) Uncoated wood-plastic composite (WPC); (Right) wood-plastic composite coated with UV curable powder coating. Figure 4: Cohesive failure of powder coating on wood-plastic composite after Positest pull-off adhesion test.Figure 5: Log of surface resistivity (Ohm/Square) Vs. % loading of conductivity agent on total formulation solids.
Adhering Coatings on Plastics
The coatings and ink industry faces the challenge of the adhesion of liquid and powder coatings to plastics, especially thermoplastic olefins. Conventional approaches such as flame treatment, corona discharge, gas plasma, UV exposure and chemical oxidation can be used to oxidise the surface of the substrate to promote adhesion. Oxidising the surface increases polar contributions to surface energy and produces more polar sites for bonding without altering the dispersive contribution significantly. The coating is best applied soon after treatment because the oxidation produces short-lived free radical species and is partially reversible. A major difficulty with ‘radiative’ techniques is achieving uniform surface coverage without over-treating, which introduces chain-scission and can lead to cohesive failure within the surface of the substrate.
The amount of halogen in the modified polymeric adhesion promo- tor determines the compatibility with various paint systems. Once the polymeric adhesion promoter is dispersed with conductive nanoparticles, it associates with plastics and composite substrates via dispersion interaction and adheres to it. Halogenated material and grafted functional groups add polarity to CAP which promotes interfacial adhesion to the substrate and the powder/liquid top coat.
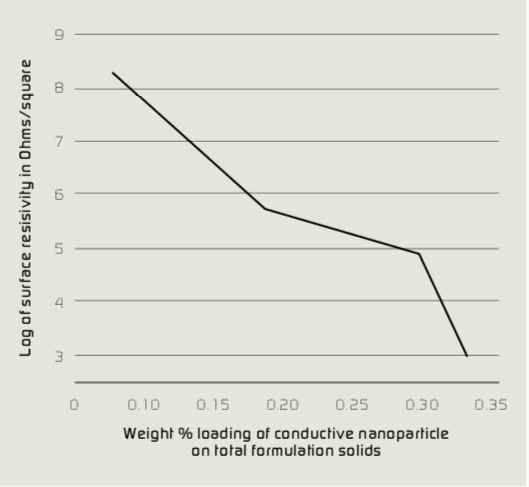
Figure 6: Log of surface resistivity (Ohm/Square) vs. % loading of conductive nanoparticle on total formulation solids. Figure 7: (Left) Uncoated curved porcelain tile; (Right) curved porcelain tile coated with low temperature cure powder coating with texture finish. Table1:Surfaceresistivityofcoatedsubstrateusingdifferenttypesofconductivityagentatvariousloadings. Table 2: Heat deflection temperature of different plastics and type of powder coating that can be used.
Type of Substrate Matters Greatly
Not all plastic substrates can withstand the high curing temperatures of conventional powder coating, 160-200 °C. Most plastics tend to soften, degrade or even melt at such high temperatures. It is safe to apply and cure powder coatings below a substrate’s heat deflection temperature. The heat deflection temperature is a measure of poly- mer’s ability to bear a given load at elevated temperatures.
Method
CAPs were applied on a PC/ABS and MDF, wood-plastic composite
curved porcelain tile at 10-14 μm dry film thickness using an HVLP
spray gun at 20 psi air pressure at the nozzle. They were dried/cured
at ambient temperature for 3-5 minutes.
A UV curable smooth, white, epoxy powder coating (Figure 2 & 3) and low temperature cure textured black hybrid (epoxy/polyester) powder coating (Figure 7) were applied using an electrostatic spray gun on substrates coated with CAP. The UV curable powder was melted first at 120 °C for 3-4 minutes and then cured using a conveyorized UV oven with a medium-pressure H-bulb, and low temperature cure powder was cured at 130 °C for 5 minutes.
Positest pull-off adhesion tests were carried out to determine interfacial adhesion. Multiple adhesion tests with 20 mm dollies were carried out to determine the interface of the coating failure and the force/ area at which failure happens. The dry film thickness of the CAP and the cured powder coating were measured using Positector B100/ B200, an ultrasonic film thickness gauge (Table 3, Figure 4 & 8).
Where Are We Now?
CAPs ensure sufficient dissipation of negatively charged powder particles applied by electrostatic spray equipment and promote interfacial adhesion.
CAPs work more efficiently at lower film thickness on non-porous substrates. On porous substrates higher film thickness may be required since some of the material would be absorbed by a porous substrate.
CAPs enable successful application of powder coating on various plastic composites (uniformity, film formation, ability to coat recess areas, etc.).
CAPs can significantly increase transfer efficiency of applying liquid or powder coating to plastic composites having complex geometry.
Figure 8: Graphical representation of Positest Pull-off adhesion test, ASTM D4541 – cohesive failure within powder coating, no interfacial adhesive failure. Table 3: ASTM D4541 Positest AT-A pull-off adhesion test.
3 questions to Atman Fozdar
How do you define “traditional“ and “non-traditional“ substrates? Current electrostatic application technology only allows metallic substrates (which are inherently conductive and need to be grounded to dissipate static charge) to be successfully powder coated. Conductive Adhesion Promoter (CAP) technology enables successful application of powder coatings on non-conductive or non-traditional substrates like glass, ceramic, plastics, composites, wood, WPC etc. by making the surface of the substrate conductive and by improving interfacial adhesion between powder coating and the substrate, which was not possible otherwise with conventional Quaternary Ammonium Salts and other approaches.
What other plastic coating applications are feasible besides light vehicles applications? Plastic composites used in automotive is just one of the examples to demonstrate CAP technology. Practically, any plastic substrate or composite (used in appliance, construction, medical or industrial areas) that can withstand 120 °C (melting temperature of powder) can be powder coated. We an- ticipate a huge potential for the wood-plastic composite market as well as recycled plastics for more efficient coating application with higher first-pass transfer efficiency and zero VOC.
What are the most important challenges that must be overcome before commercialisation of this technology? We’re working on optimising formulations for porous substrates like MDF. In addition to that, a zero VOC water-borne version of CAP takes about 8-10 minutes to dry/cure. We’re evaluating other polymers to reduce dry/cure time so that it can be used in continuous/conveyorised environment for increased productivity.
References
[1] Fozdar A., Mannari V. “Development of Low VOC Static Dissipative Coat- ing for Powder Coating Non-Traditional Substrates.” European Coatings Journal, April 2017.
Featured Photo: Source: Dmitry Perov – stock.adobe.com
Ambient curing by definition relies on conditions that are available in an ambient environment such as moderate temperature, natural light, moisture and air. From the use of ochre based cave paints 40,000 years ago to that used by the early Egyptians about 4,000 years ago that comprised pigment, wax and eggs; humans have been searching for and developing new chemistries and ingredients to provide improved performance of coatings applied at ambient conditions.
Comprised of natural occurring pigments and drying oilsfrom linseed, poppy seed, walnuts and safflowers, the first ambient cure crosslinked paints were first used by Indian and Chinese painters between the fifth and 10th centuries.
The proper use of curing agents (either or both single or two component types) can provide improved:
Chemical resistance
Moisture resistance
Adhesion
Hardness
Corrosion resistance
Weather resistance
This article will cover only the general considerations of ambient curing agents with emphasis on newer chemistries or chemistries less often utilized. As there are previous Prospector articles concerning conventional epoxy two component (2K) coatings, two component coatings polyol-isocyanate technology and finally moisture cure silane functional crosslinkers and coupling agents, these technologies will not be discussed herein.
Looking for crosslinkers?
Prospector® allows you to search technical data on hundreds of materials. Find just what you need quickly and easily.
According to the California Department of Public Health, exposure to isocyanates can cause asthma. Occupational asthma has overtaken asbestosis as the leading cause of new work-related lung disease. In the last few years isofree technologies have emerged that do not utilize isocyanate crosslinkers to form a polyurethane and thus eliminate isocyanate exposure. Isofree 2K technology utilizing polycarbonate and polyaldehyde for example includes improved sprayable pot life, rapid cure and early hardness. Technologies that form polyurethanes without the use of an isocyanate crosslinker follow:
The formation of polyurethanes in reactions 1 and 2 are sluggish at room temperature, whereas the reaction rate of #3 that utilizes the crosslinking reaction of a polycarbonate and a polyaldehyde is more facile. Polyurethane formation by this reaction route provides a longer sprayable pot life and at the same time a faster reaction rate after application than that provided by the use of an isocyanate crosslinker.
Ketimine-Epoxy
One approach to provide stable epoxy-amine single component coatings is to utilize a blocked amine crosslinker. Primary amines react with ketones to form ketimines. Ketimines do not readily react with epoxy groups. In the presence of water, ketimines release the free amine plus ketone which is the reverse reaction of ketimine formation. Normally methyl ethyl ketone is used which upon application volatilizes quickly under ambient conditions, the amine then reacts with the epoxy to form a cured film. A moisture scavenger additive can eliminate the reaction with water prior to application.
Ketimine-epoxy systems are indefinitely stable in the absence of water and can thus permit one component systems.
Crosslinking with unsaturated groups
Acrylated oligomers can be used as a crosslinker to crosslink polyfunctional amines through a Michael Addition Reaction. As this reaction is fast, blocked amines can be used (ketimines). Once the ketimine is unblocked in the presence of moisture, it forms a primary amine that adds to the acrylate for the reaction of a primary amine and an acrylate. See illustration below.
Acrylated oligomers can also be crosslinked using the Michael Addition Reaction with acetoacetoacetylated resins and their enamine analogues.
Vinyl polymerization – Coatings utilizing acrylated and/or methacrylate oligomers and suitable unsaturated polyesters (using fumerate and/or maleate groups) can be utilized in two component systems with the addition of a suitable free radical initiator such as methyl ethyl ketone peroxide and accelerators such as cobalt napthenate and dimethylaniline.
Other common crosslinking reactions utilized in ambient cure coatings
HardenerCross-linker Functional Group
ResinCross-linkable Group
Cross-linked group
Polyaziridine
R-COOH(carboxyl)
Acetyl urea
SilaneTriethoxy silane and aliphatic epoxy
Dual self-cure mechanism
Siloxane & epoxy ester
CarbodiimideR-N=C=N-R
R-COOH
N-Acyl Urea
Isocyanate prepolymerR-NCO
R-OH(hydroxyl) R-NH2(amino generated from reaction of water with isocyanate)