A common ambient cure two-component paint chemistry involves the reaction of an epoxy resin with that of an amine functional resin (hardener). Due to their tenacious adhesion and moisture resistance, crosslinked epoxy resins are used on a variety of surfaces including metals and concrete, epoxy two-component compositions are used in a variety of applications including primers for exterior and interior applications.
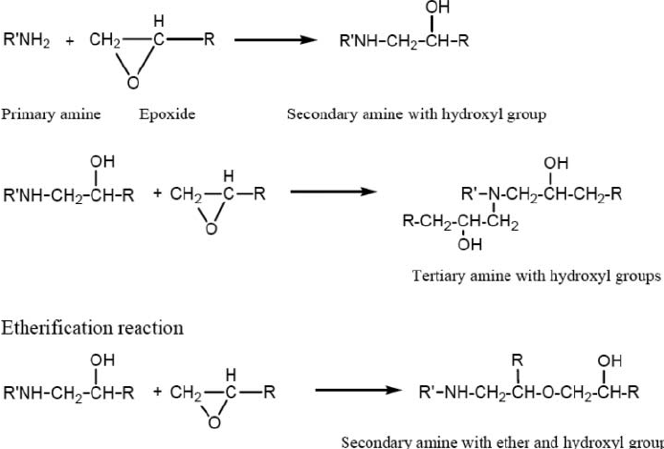
Reactivity of epoxy groups with amine hardeners
As Table II illustrates, epoxy groups react with primary amines at ambient temperatures to form secondary amines that can in turn react to form tertiary amines. In terms of reaction rate of various epoxy and amines, Table I lists a few general structural-reactivity relationships of epoxy groups with amines hardeners.
Table I – General comparison of the reactivity rate of functional groups in epoxy and amine hardeners
Amine reactivity
Primary > Secondary > Tertiary
Amine reactivity
Reaction rate increases with increasing base strength
Amine reactivity
Decreases with an increase in steric hindrance
Amine reactivity
Aliphatic > aromatic or cycloaliphatic
Epoxy reactivity
Aromatic (for example a bisphenol A based epoxy) > Aliphatic (ie. hydrogenated version of Bisphenol A based epoxy)
Epoxy reactivity
Terminal epoxy groups > internal epoxy groups
Table II – Example of reactions of epoxy with amine
Reactions of epoxy resins with amino functionalities
With the correct catalyst, aliphatic epoxy resins can react with carboxyl functionality even at room temperature. Cycloaliphatic epoxy-based systems (ie. Using hydrogenated BPA as a building block) also provide improved light stability for exterior applications.
When formulating a stoichiometric reaction, it is desirable to discuss reactants in terms of equivalents.
Calculating mix ratios of epoxy – polyamine
For example, to calculate the stoichiometric parts by weight of hardener per 100 parts per hundred weight of epoxy resin:
phr = Amine Hardener Eq. Wt. X 100 / Epoxy Eq. Wt. of resin
For example, if the epoxy resin Eq. Wt. = 400 and the amine hardener Eq. Wt. is 100
The phr = 10000/400 = 25.0
Accordingly, 25.0 parts of amine curing agent are needed to cure 100 parts of epoxy resin for a 1:1 stoichiometric ratio of amine hardener: epoxy resin.
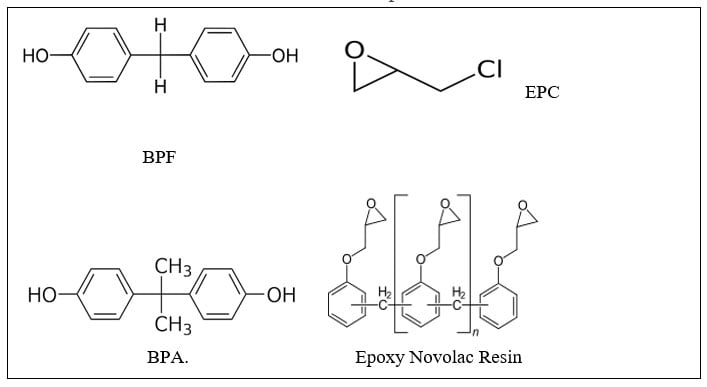
Epoxy resins
Per the diagram below, most epoxy resins are made by reacting Bisphenol A (BPA) with an excess of epichlorohydrin so the end groups are glycidyl ethers. The molecular weight and the epoxy equivalent weight are controlled by the ratio of epichlorohydrin EPC:BPA. Bisphenol F (BPF) based epoxy resins are more flexible than that of BPA-based epoxies. Hydrogenated BPA based epoxy resins provide improved exterior weathering as the aromatic groups that absorb UV are absent. Other epoxy resin types include epoxy-novolac (EN) and epoxy-phenolic (EP). Epoxy-novolac (EN) resins provide a higher crosslink density as they have a higher functionality (epoxy functional side chains) and thus provide a higher crosslink density and better chemical resistance. Epoxy-phenolics are also known for their chemical resistance coupled with excellent corrosion resistance.
Other hardeners
In addition to amine functional hardeners for use in curing of epoxy-functional resins, polyamides, amidoamines, phenalkamines and mercaptan functional curing agents provide improved low temperature cure rates. For example, polymercaptans cure with epoxies at 0 C to – 20 C. Solvent selection is another important factor in formulating epoxy-amine two component systems. Suitable hydrogen acceptor solvents such as t-butyl acetate can prolong pot life. Most ketones and esters (except for TBA) should be avoided since they form ketimines especially with primary amines at room temperature and this results in a reduction in the amount of active amine. Alcohols also slowly react with epoxy groups at room temperature. If mono-alcohols are used there is little change in viscosity. However, over time, this decreases the number of epoxy functional groups present and results in a reduction of the crosslink density of Part A containing epoxy resin and a primary alcohol solvent.
Accelerators
Tertiary amines act like cure accelerators, along with water, some alcohols, and some weak acids such as phenols. For example, 2,4,6-[Tris(dimethylaminomethyl)] phenol has both phenolic and tertiary amine groups and is also an effective catalyst. Weak acids promote the ring opening reaction of the epoxy.
The UL Prospector search engine provides a number of amine hardeners and epoxy resins for formulating two-component and other types of epoxy coatings.
Original article date: Nov. 29, 2019 Updated Dec. 12, 2022
Paint films for nearly all aesthetic and functional applications above all else must provide adhesion to the desired substrate. Secondly for long term durability, the coating must continue to provide tenacious adhesion during the service life of the coating. Accordingly, one must take into account multiple considerations when formulating a coating that provides acceptable adhesion for the intended application. Critical considerations and how they impact adhesion include:
Surface wetting
Mechanical effects and internal stress
Maintaining film Integrity and intercoat adhesion
Surface chemistry and bond strength
Pigmentation
Evaluation of adhesion both initially and after accelerated testing
1. Surface wetting
The relationship between surface wetting and adhesion is the first factor to be considered in designing a coating to optimize adhesion. If a coating in a liquid state does not spread spontaneously over the substrate surface, then there is limited opportunity to form mechanical and chemical bonds with the substrate surface.
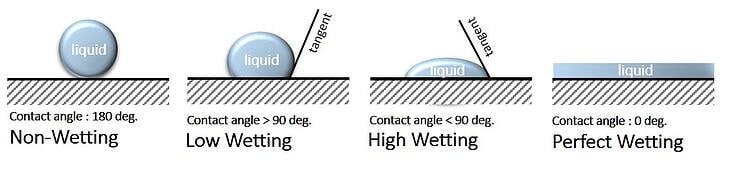
A liquid will spread spontaneously on the surface of a material if the surface tension (force/unit length or dyne/cm) of the liquid is lower than the surface free energy of the solid to be coated. For example, the image below provides a visualization of various degrees of wetting properties for a drop of liquid applied onto the surface to be wet.
Figure 1 – Images of Various Degrees of Substrate Wetting
Accordingly, in Table 1, when the Liquid Surface Tension (LST) is lower than that of Solid Surface Tension (SST), then wetting of the solid will occur. The greater this difference, the greater the opportunity the liquid has to wet and spread on the surface of the solid. Accordingly, to improve wetting as the initial step to gaining adhesion, either the LST can be decreased and/or the SST can be increased. Waterborne paints and powder coatings have a more difficult time spreading on surfaces due to the relatively high surface tension of water or that of a powder wetting in comparison to most paints containing a higher level of organic solvents to provide wetting.
Accordingly, to improve wetting of powder coatings and waterborne coatings, organic cosolvents (for waterborne) and/or appropriate wetting agents (waterborne and powder) are normally employed. In summary, when LST < SST, wetting occurs.
Table 1 – Liquid Surface Tension (LST) and Solid Critical Surface tension (SST) (dynes/cm) @ 20° C
2. Mechanical adhesion and internal stress
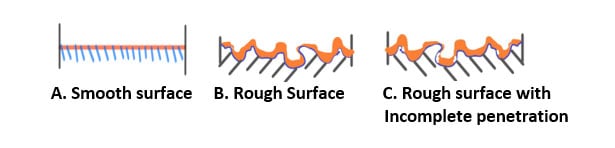
The profile of the substrate the coating is to be applied to also can affect adhesion. Smoother surfaces are more difficult for coating adhesion as the surface area is lower and provides less area for the coating to interlock with the substrate. However, if a coating is extremely rough, it can be difficult for a liquid coating to wet and penetrate surface crevices. This is illustrated in the diagrams listed below in Figure 2.
Figure 2 Surface interactions between a coating and substrate
The microscopic surface profile in sketch B will provide better adhesion than that in sketch A as the coating provides greater opportunity to interlock with the substrate. Surface C has pockets and pores that are not easily penetrated by the coating, resulting in air pockets that can trap moisture and soluble ions resulting in blisters and corrosion (if substrate is an oxidizable metal) and thus poor long-term adhesion and eventual film failure.
In summary, from a mechanical adhesion standpoint, liquid coatings with low surface tension and low viscosity help promote better wetting and microscopic penetration (capillary action). Adhesion can also be adversely affected by stresses that occur as a result of shrinkage as a coating dries or cures. Environmental effects over time such as exposure to moisture, light, heat, pollutants and thermocycling also play an eventual role to degrade adhesion.
3. Maintaining film integrity and intercoat adhesion
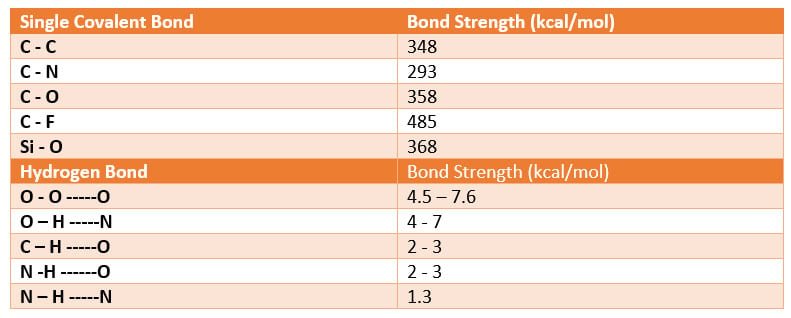
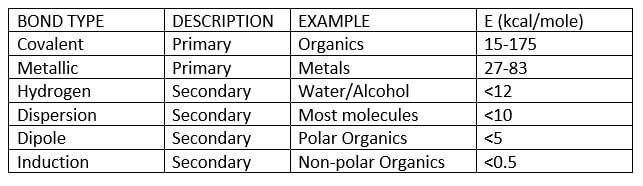
To maintain film integrity and intercoat adhesion in multicoat systems such as topcoat to primer or clearcoat to color coat to primer, mechanisms such as interfacial mixing during application and/or cure helps promote intercoat adhesion, a second mechanism which provides a further enhancement of intercoat adhesion is the reaction of residual reactive functional groups on one layer of a multicoat system to react and form covalent bonds with that of functional groups of another coating layer. Other means to improve substrate adhesion and or intercoat adhesion include the addition of adhesion promoters (see references listed below) and/or hydrogen bonding to adjoining surfaces. Bond strengths of covalent bonds are orders of magnitude stronger than that of hydrogen bonds and thus preferred to maintain long term film integrity from a longevity standpoint.
4. Surface chemistry and substrate bond strength
In addition to surface tension and surface profile of the substrate, available substrate functional groups may provide sites for covalent and hydrogen bonding to the coating components to further enhance the adhesive bond strength to the substrate.
Table 2 – Adhesive bonding forces
As Table 2 illustrates, the highest bond strength to the surface is provided by covalent bonds, such as those provided for example the reaction of a dual functional trialkoxy silane coupling agent between the coating and the metal surface.
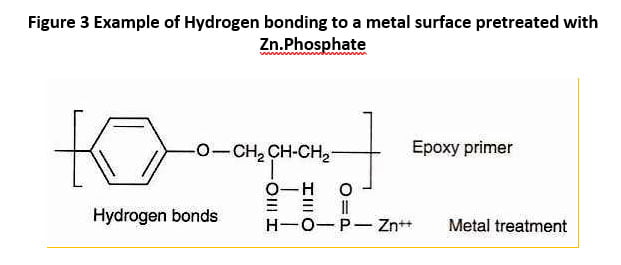
Most metal surfaces are supplied with a thin layer of oil to slow the rate of oxidation. The oil also lowers the surface energy and thus is more difficult to wet. For this reason, metal surfaces -for example steel, zinc coated steel and aluminum- are normally cleaned prior to painting to remove oils and then pretreated to form, for example, a zinc phosphate or iron phosphate treated surface. The phosphate groups serve to enhance adhesion of the coating through hydrogen bonding of the metal surface to reactive sites on the polymer.
Figure 3 Example of Hydrogen bonding to a metal surface pretreated with Zn.Phosphate
Reactive groups on the polymer back bone or through the addition of a di or multifunctional adhesion promoter containing epoxy, amino or silane functional coupling groups can further react with a suitable pretreated metal surface to form covalent bonds that provide added adhesive strength between the metal and the coating.
For glass or silica-rich surfaces, coupling agents such as amino silanes can also serve to enhance adhesion by reacting with a resin backbone containing an epoxy group with the alkoxy functional silane portion of the coupling agent bonding to the silica surface to form a siloxane.
Plastics are more difficult to wet as they have a lower surface free energy that may be further lowered by the presence of mold release agents. Adhesion to polyolefins can be improved by increasing their surface free energy through UV irradiation, once a photosensitizer is applied, or flame treatment that generates hydroxyl, carboxyl and ketone groups.
These functional groups on the plastic surface provide higher surface energy to improve wetting as well as hydrogen bonding sites for polymer functional groups on the coating. Other ways to improve adhesion to thermoplastics is to include an appropriate solvent in the paint to solubilize the plastic surface and enable intermixing of the coating at the plastic-coating interface.
5. Pigmentation
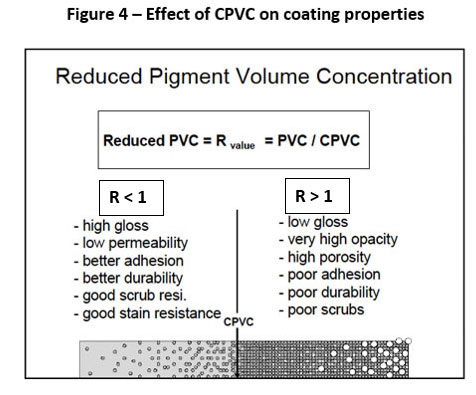
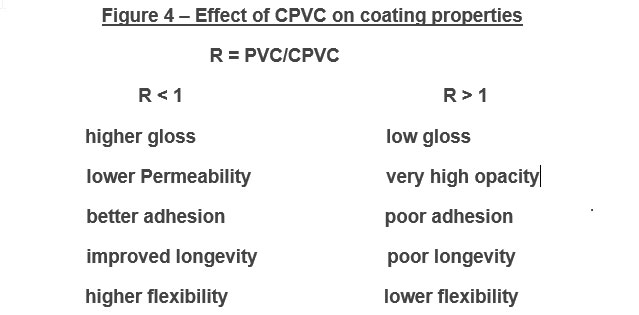
The level and type of pigment used in a primer not only affects coating substrate adhesion, but also how long it will adhere to the surface. Most primers are formulated at or slightly below Critical Pigment Volume Concentration (CPVC) to maximize topcoat adhesion (rougher primer surface and higher free energy) as well as many other coating properties (Figure 4).
The use of more polar pigments may provide ease of wetting during the pigment dispersion process, but may degrade long-term adhesion as they are more susceptible to moisture migration and disbondment at the coating-substrate interface. Plate-like pigments and pigments that have very low or no water-soluble components also enhance longevity.
6. Evaluation of adhesion
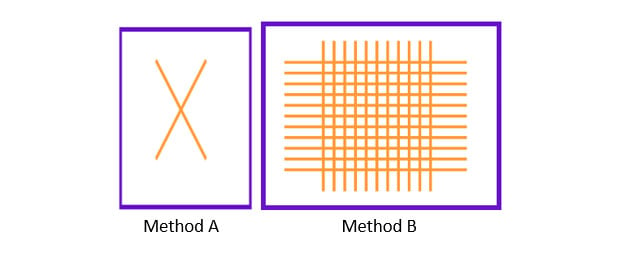
There are multiple ways to determine and quantify the adhesion of organic coatings to a substrate. Two of the most common means of determining adhesion includeASTM D3359 (Cross Hatch Tape Adhesion) andASTM D4541 (Pull-Off Adhesion). ASTM D3359 describes two methods to determine cross hatch tape adhesion: method A is a simple X, where method B is a lattice pattern. Method A is used in the field and for films > 5mils, whereas Method B is used for lab determinations.
ASTM D3359 Ratings are by area of the cross hatch removed by specialized adhesion tape and include:
5B (no area removed) > 4B (less than 5%) > 3B (5 – 15%) > 2B (15 – 35%),1B (35 – 65%) and 0B (greater than 65%)
ASTM D4541 (Pull-Off Adhesion) utilizes a device to measure the Pull Off Strength of a dolly glued to the surface of the coating. The device determines the force required to disbond the coating in pounds per square inch. This not only quantifies the amount of force required to pull off the coating, but also the type of failure (cohesive or adhesive), how and at which layer the coating fails (topcoat to primer, primer to substrate etc.).
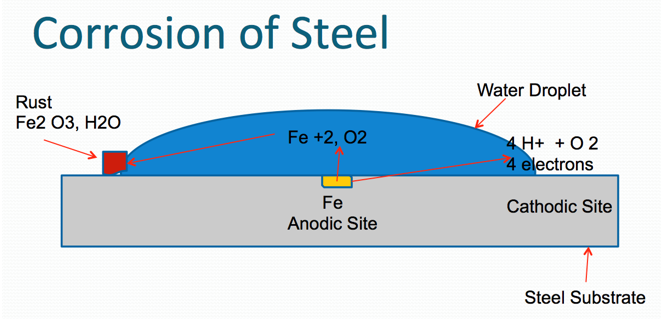
Corrosion is a process where the metal can be degraded by electrochemical and/or chemical processes. Metals desire to be in their most thermodynamically stable state, which, in simplified terms, is the naturally occurring state of matter in its lowest energy state. Metals ordinarily exist naturally as oxides (e.g., iron oxide, aluminum oxide, zinc oxide, because oxides represent their lowest energy state). As corrosion is normally accelerated by the presence of water, oxygen and salts (particularly of strong acids), the function of a protective coating system is to maximize protection of metal substrate from these forces.
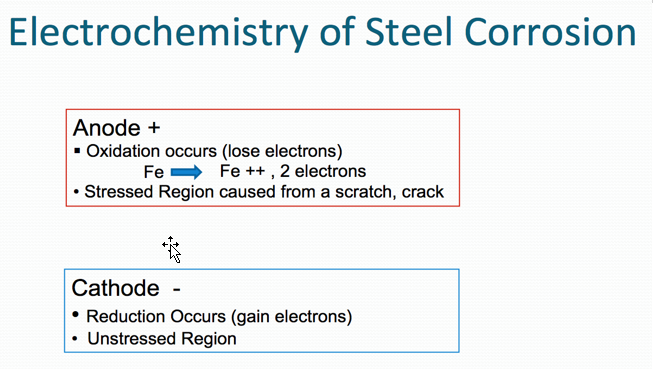
Oxidation occurs at the anode (positive electrode), and reduction occurs at the cathode (negative electrode). Corrosion is normally accelerated by the presence of water, oxygen and salts (particularly salts of strong acids).
Corrosion process in the case of steel (Figures 1 and 2) below.
This article will consider the influence of the following formulating factors on the corrosion resistance of a coating.
Type of metal
Pigment level and selection
Corrosion inhibitive pigments
Service environment considerations and new innovations
1. Type of metal
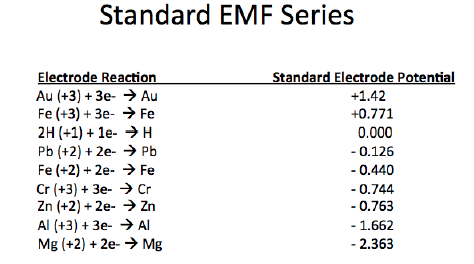
According to the EMF series, aluminum and zinc are more active than iron and oxidize more quickly when exposed to oxygen and water. However, the oxides of uncoated zinc and aluminum form a tightly bound layer to the metal surface that decreases the rate of corrosion of the underlying metal. Whereas when carbon steel rusts, the corrosion product is ferric oxide that is loosely attached to the surface that is prone to more rapidly oxidize.
In the EMF series (figure 3 below), Zn is more active than Fe. When a zinc-rich primer is applied over steel, or in the case of galvanized steel, zinc will oxidize preferentially to steel and thus prevent the underlying steel from oxidizing. In this scenario, Zn is anodic (more readily oxidized) to steel and therefore protects steel from oxidation. Thus, steel is protected from corrosion by cathodic inhibition, as well as by the barrier that the zinc-rich primer provides.
Figure 3
2. Pigment considerations
The PVC (pigment volume concentration) of a system is defined as the volume percentage of solid particles in the system after film formation, when all volatile ingredients such as solvents and water have evaporated. The level and type of pigment used in a primer not only affects initial coating adhesion, but also its longevity while in service. Most primers are formulated at or slightly below Critical Pigment Volume Concentration (CPVC) to maximize topcoat adhesion (rougher primer surface and higher free energy) as well as many other coating properties (Figure 4).
Figure 4 – Effect of CPVC on coating properties
PVC and the relationship between PVC to Critical Volume Concentration is a critical consideration and governs not only mechanical properties, but also influences moisture and oxygen permeation through the coating film to the metal substrate. Depending on the application and the desired mechanical properties (e.g., substrate adhesion, flexibility, topcoat adhesion, sandability), corrosion-resistant primers are formulated at various PVC’s and contain a variety of inert pigments.
The use of more polar pigments may provide ease of wetting during the pigment dispersion process, but may degrade long-term adhesion as they are more susceptible to moisture migration and disbondment at the coating-substrate interface. Plate-like pigments and pigments that have very low or no water-soluble components also enhance longevity.
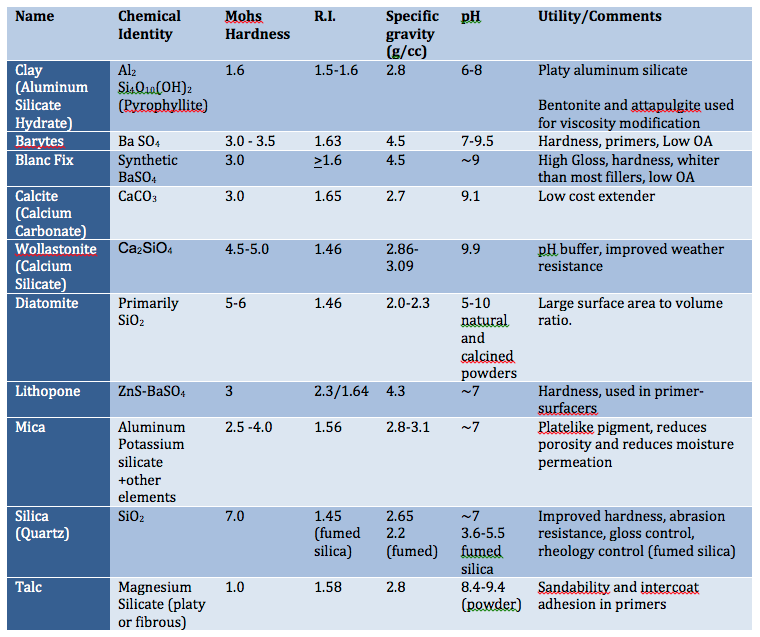
Pigment particle size, shape and structure can influence moisture and oxygen permeation and ultimately corrosion resistance. Pigments with platelet-shaped particles can reduce permeability, especially if they are aligned parallel to the coating surface. Mica, micaceous iron oxide and metal flakes are a few examples of such pigments. These platy pigments provide a more torturous path water, soluble salts and oxygen to reach the metal surface. Other pigments that contribute to corrosion resistance include Platy aluminum silicate and Wollastonite (calcium silicate).
3. Corrosion inhibitive pigments
As detailed above, PVC and selection of select inert pigments influence barrier properties of a coating and enhance corrosion resistance. Corrosion inhibitive pigments impact the rate of corrosion by two main mechanisms, cathodic and anodic inhibition. Cathodic inhibition inhibits corrosion by impeding the flow of electrons at the cathode, whereas anodic inhibition inhibits corrosion by impeding the flow of electrons at the anode.
When choosing a corrosion inhibitive pigment, several factors must be considered. Environmental factors that influence the rate of corrosion include moisture, pH of the moisture, wet and dry cycles, soluble salts, temperature and time. With these issues in mind, the evaluation criteria and test methods must be carefully contemplated before selecting corrosion inhibitive pigments. Corrosion inhibitive or passivating pigments promote the formation of a barrier layer over anodic areas, thus passivating the surface. To be effective, these pigments have a minimum solubility. If the solubility is too high, the pigment will leach out of the coating too rapidly, reducing the time that the pigment is available to inhibit corrosion. If the coating film is more open (e.g., air dry latex), water permeation is higher, and thus the corrosion inhibitive pigment will be depleted more rapidly. To function properly, the coating must permit the diffusion of some water to dissolve the pigment. Accordingly, blister formation may result under humid conditions as the pigment dissolves. Higher Tg (glass transition temperature) and higher cross-link density binders are known to improve blister resistance.
The vast majority of corrosion inhibitive pigments are comprised of the combination of metal ions (cations) derived from zinc, strontium, chromium, lead, molybdenum, aluminum, calcium or barium and anions, such as those derived from phosphorous (orthophosphoric and polyphosphoric acids), chromic acid and boric acid. Although chromate and lead, containing passivating pigments, are very effective in inhibiting corrosion, their use is very limited due to a variety of environmental and toxicological regulations.
Another prime consideration in the selection of a corrosion inhibitive pigment is the pH. For example, a pigment with a high pH may have a deleterious effect on the cure of acid-catalyzed systems. Conversely, a pigment with a low pH may adversely affect the stability of waterborne systems.
4. Service environment, considerations and new innovations
The relative corrosion resistance of coatings can vary dramatically depending on the test method and exposure conditions. Common test methods include salt spray (95% humidity/5% salt and always moist), acidic salt spray, prohesion cyclic corrosion (wet and dry cycle with 0.04% ammonium sulfate and 0.05% salt), electrochemical impedance spectroscopy and salt soak. Most experts agree that accelerated tests are not always a good indication of how the coated metal will perform in the real world.
Additional considerations are the metal type (e.g., steel, aluminum, galvanized), pretreatment and cleanliness of the surface. If the metal surface is not properly cleaned and prepared, the coating will lack adequate adhesion and premature failure will result.
Furthermore, the type of coating in which the pigments will be used affects the selection of appropriate corrosion inhibitive pigments. Considerations include whether the coating is solvent-borne, waterborne, powder, air dry or baked, and if the film will be cross-linked or thermoplastic.
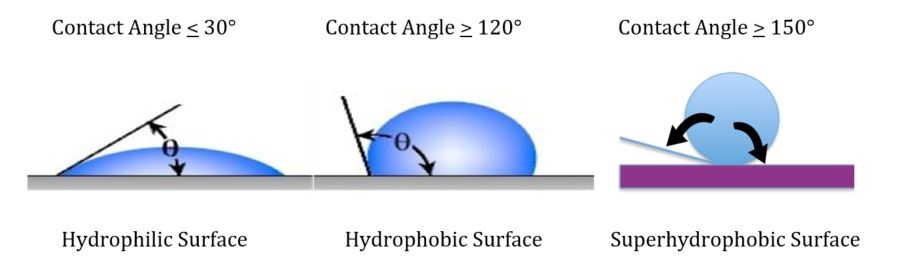
Other formulating factors that have a profound influence on substrate corrosion include the degree of hydrophobicity of the coating. Surface and volume hydrophobicity can be increased by the use of surface modifiers of specially designed/structured pigments as well as the addition of hydrophobic additives that minimize moisture permeation of the coating and thus decrease the rate of corrosion.
Figure 5
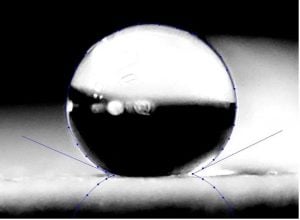
It is our experience that a coating with a high contact angle and volume hydrophobicity will also provide excellent retention of adhesion after accelerated testing such as salt spray or condensing humidity.
Figure 6
Two-component polyester urethane with a 155-degree contact angle and excellent volume hydrophobicity formulated in the laboratory of Chemical Dynamics, LLC
A sampling of suppliers of Corrosion Inhibitive Pigments include:
The previous article titled Remain Bug Free with Antimicrobial Coatings described fundamental aspects of Antimicrobial (AM) coatings as well as AM agents. This article will provide an update on AM coatings technology in the form of paint additives and technology approaches that act to kill microorganisms or minimize their growth on the coated surface.
According to the Grand View Research report, the compound annual growth rate (CAGR) is expected to be 13.1% from 2021 to 2028, with a global market size of 8.1 billion USD in 2020. Major market areas include:
Medical
Heating, Airconditioning and ventilation (HVAC)
Food processing and sanitary facilities
Mold remediation
Antimicrobial materials can function to kill or combat the growth of bacteria, viruses, fungus and algae on the coating surface. Control of microbes can be achieved through the use of antimicrobial technologies that keep microorganisms from multiplying or growing, providing hygienic surfaces in hospitals and the food industry and preserving the integrity of paint films.
This article will focus on antimicrobial materials and approaches to design AM paint films. Applications where AM agents are used in coatings include the following microbe classifications:
Fungi
Mold (form of fungus)
Bacteria
Algae
Virus
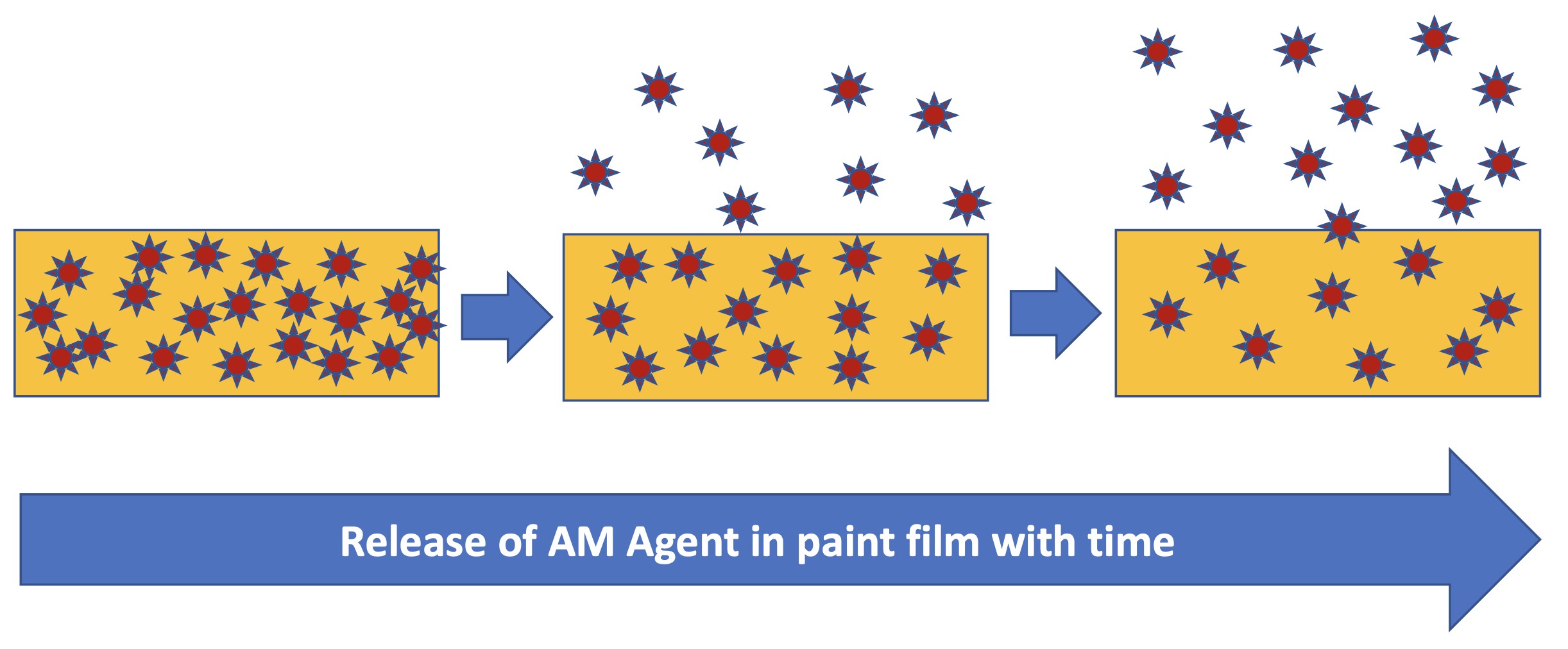
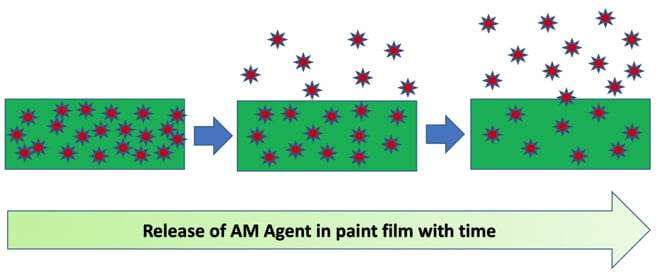
Most biocides used in paints are migratory as they function by releasing the active ingredient to the surface of the coating when exposed to moisture. The longevity of the AM modified paint film depends on the rate of release of the biocide as the concentration of the active ingredient decreases with time.The effectiveness of an AM additive in a paint film is dependent on concentration, resin system, gloss, PVC, coating surface structure and the environment to which it is exposed. The choice of AM agent depends on the desired function in the AM coating system. In addition, before selecting the AM, carefully review the MSD and TDS for safety, environmental acceptability and compatibility prior to incorporation in a paint.
The use of metals such as silver, copper(and many copper alloys ) and zinc in various forms in paints can be effective antimicrobial additives. There are several mechanisms by which silver acts as an antimicrobial. One such example is that silver ions react with the thiol group in enzymes leading to cell death. The mechanisms through which copper acts to destroy cells include the generation of hydrogen peroxide in the cells or excess copper can also bind with proteins resulting in the breakdown of the protein into nonfunctional sections. Zinc pyrithione/2-propynyl butylcarbamate acts both as a preservative and as a fungicide. The EPA oversees the regulation of antimicrobial agents and materials and determined that copper alloys kill more than 99.9% of disease-causing bacteria within just two hours when cleaned regularly. Copper and copper alloys are unique classes of solid materials as no other solid touch surfaces have permission in the U.S. to make human health claims. Accordingly, the EPA has granted antimicrobial registration status to 355 different copper alloy compositions. Metal nanoparticles, including PVP and polysaccharide-coated silver nanoparticles, MES-coated silver and gold, have also demonstrated promise as antiviral agents. Copper nanoparticles have demonstrated antimicrobiological activity with Ecoli, fungus and bacteria.
Quaternary Ammonium Compounds
Some examples include dimethyloctadecyl (3-trimethoxysilyl propyl) ammonium chloride, alkyldimethylbenzylammonium chloride and didecyldimethylammonium chloride. Some silanes form a needle-like surface structure by the bonding of 3-(trihydroxysilyl) propyldimethyloctadecyl ammonium chloride to the surface to destroy microbes by rupturing their outer membrane as they come in contact with surface spikes.
Carbon-Based Materials (CBMs)
Graphene materials (GM) such as graphene oxide, reduced Graphene Oxide (rGO) and Carbon nanostructures (CNSs) such as fullerene and carbon nanotubes (CNTs). There is not total agreement on how these materials function as AM agents (bacteria); however, the unique physicochemical characteristics such as particle size, morphology and surface structure properties of CBMs provide nanoknives, oxidative stress and wrapping/trapping of microbes.
AM Smart Hydrogels
Hydrogels are comprised of 3D networks of crosslinked hydrophilic polymers that are responsive to changes in environmental stimuli such as pH and temperature that result in the destruction of microbes.
Cationic Polymers
Cationic polymers are defined as polymers with an electropositive charge on the polymer or AM backbone. They have efficacy in use in AM coatings and are unique in the fact that they have the ability to kill microbes on contact. As opposed to conventional bioactive materials, appropriate cationic polymers and functionalized molecules can be effective without the release of AM chemicals. Such chemicals are currently used in biomedical applications and include ammonium, phosphonium, sulfonium, pyridinium salts and guanidines. Many of these materials with cationic salt functionality have broad antibacterial activity.
Self-Cleaning Surfaces
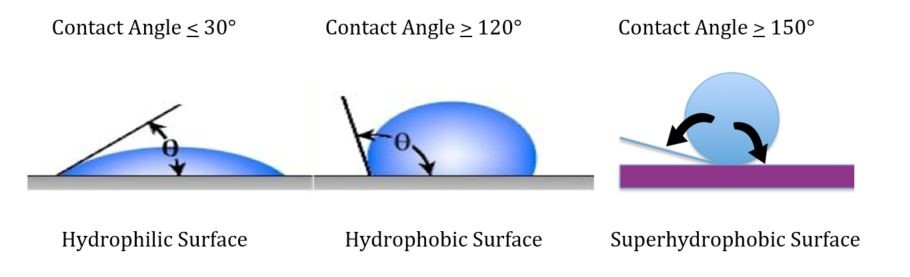
There are three categories of self-cleaning surfaces, superhydrophobic, photocatalytic and superhydrophilic. Superhydrophobic surfaces (contact angle > 150 degrees are water-shedding and thus repel dirt. As many superhydrophobic coatings have a low water-roll-off angle (ROA), this characteristic also provides self-cleaning properties. The surface structure of SH coatings is characterized by a needle-like micro-structure coupled with components that provide a low surface tension. Such surface structures also have efficacy in reducing the ability of microbes to adhere to the surface, thus imparting antimicrobial activity. Photocatalytic surfaces degrade surface deposits when exposed to light. Superhydrophilic coating surfaces (contact angle < 10 degrees) enable dirt and water to easily slide off the surface.
Final thoughts
The future of AM coatings technology will include a combination of technologies that will maximize their effectiveness and longevity. This may include the incorporation of AM agents in Self-cleaning coatings, the addition of slow-release AM nanomaterials and that are absorbed or adsorbed on high surface area particles. Smart AM materials that respond to environmental stimuli such as fluctuations in pH and/or temperature as well as have a surface structure that can rupture the offending cell membrane.
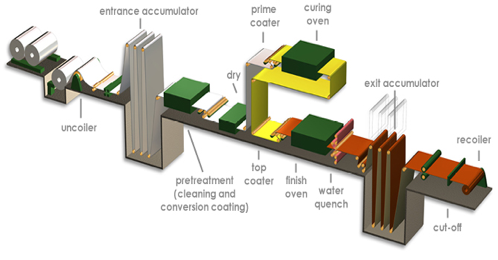
The coil coating process (see Diagram 1) provides a way to rapidly apply a variety of paints in a uniform, controlled, continuous and quality fashion at line speeds varying from 100 to 700 feet per minute with the paint being cured in 15-45 seconds to achieve a Peak Metal Temperature of 390 to 480°F depending on the paint and metal thickness. In the coil coating process, the metal coil is first unwound, cleaned and pre-treated, one or more layers of paint are applied on a flat continuous sheet, heat cured, cooled and rewound for shipment. At the fabricator, it is then cut to the desired size and formed into its finished shape.
Since the metal is first painted and then formed into a part, coil coatings are frequently referred to as pre-paint. Pre-paint refers to the process of painting metal before fabrication rather than painting a formed article. The coated product must not only be able to be cured quickly, it must also be flexible and resistant to pressure mottling as coated coils can weigh several tons.
Primary coil coated metal substrates include:
Steel
Cold rolled and hot rolled steel
Galvanized steel (zinc coated steel — hot dip and electrogalvanized)
Compared to most other application methods, coil coating is nearly 100% efficient from a paint usage standpoint. As opposed to a spray-applied coating, a coil-coated product offers uniform film thickness rather than the thicker films on edges, corners and bends that are more typical of spray-applied coatings.
Benefits of coil coating:
Consistent quality
High speed
Nearly 100% efficient, therefore lower cost
High quality
Lower environmental impact
Wide range of metal types
A wide variety of coating types available
Flexibility
Diagram I – Typical Coil Coating Line
Topcoats are applied by reverse roll coat in which the applicator roll travels in the reverse direction of the strip and thus provides a smoother film with fewer defects. Primers and backers are normally applied by direct roll coating. Some lines also apply coil coatings using an extruder or via a solid block of paint with a softening point such that it can be applied smoothly when heated.
Coil coating physical types include solvent borne, waterborne, powder and solid block paints.
Schematic 1 – Paint layers in a typical exterior surface
Schematic I – Coil Coated Substrate
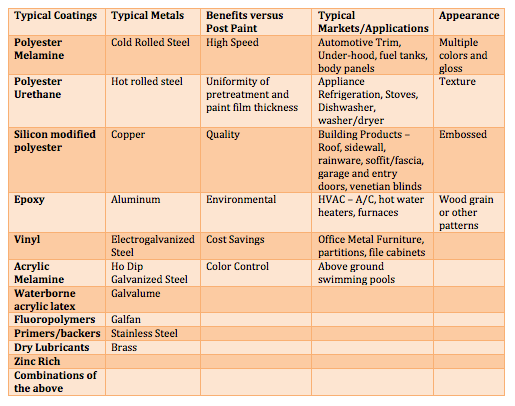
Table I – Synopsis of Coil Coating Options
The total global market size of coil coatings is in the range of $3.5 billion (USD) with polyester coatings making up greater than 60% of the total. The types of paint curing employed in the coil industry include thermal, infrared, induction and UV cure. By and large, the vast majority of coil coatings are cured using gas-fired ovens. Accordingly, the remaining portions of this article will focus on thermal-cured coil coatings.
Coil primers and backers are normally applied much thinner than spray-applied liquid or powder coatings, dip or electrocoat paints. Applied primer dry film thicknesses are normally in the range of 4-6 microns, whereas topcoats are normally applied to provide a dry film thickness of 18-20 microns.
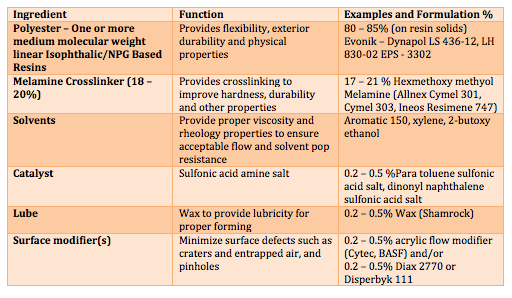
Special consideration when formulating coil coatings include adjustments in the resin technology, crosslinking, solvent system, catalyst, surface modifiers and lubricants to accommodate proper cure, flow and leveling, and minimization of surface defects. Once cured, coil coatings can offer excellent handling, physical, chemical and environmental properties. Table II details typical materials utilized in a polyester coil coating.
Table II – Raw Materials (on Resin Solids) used in a Typical Polyester Coil Topcoat (1.2:1.0 Pigment:Binder, Dupont R960 Titanium Dioxide)
In summary, coil coating technology has grown more rapidly than more conventional application technologies and is projected to grow at a rate in excess of 5% per annum due to a variety of benefits that include cost savings, versatility, environmental, performance and quality issues.
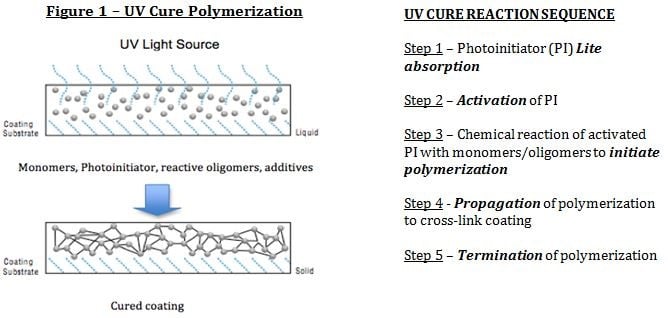
Radiation cure coatings offer a high-speed light curing process with a number of advantages over more conventional cure processes. Multiple advantages includehigh speed, lower energy requirements, little- or no-VOC, less production space, less dirt collection, high quality finish, rapid processing as well as instant on-off with some UV light technologies also expedite production and energy savings. Electron and UV curable paint finishes have existed since the 1960s and are based on polymerization reactions including free radical and cation-initiated chain-growth polymerization. As the majority of coatings for UV cure coating utilize free radical polymerization (>90% of market), this article will focus primarily on free radical polymerization initiated by a photoinitiator (Fig. 1):
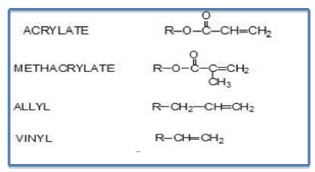
The types of unsaturation used in UV/EB cure coatings are provided in Table I, with by far the largest type being acrylate.
Table I – Type of Unsaturation used in UV/EB Cure
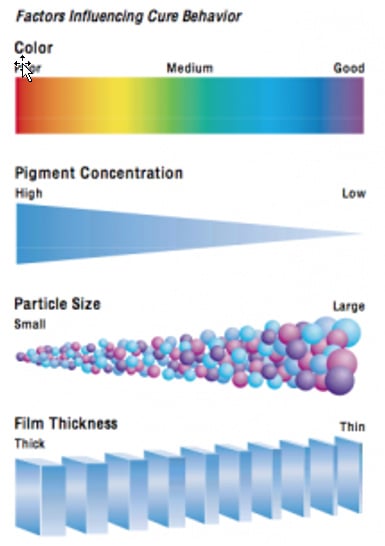
Photoinitiator considerations primarily include two different characteristics of the photoinitiator’s absorption curve. First, is the maximum wavelength (Lambda Max) of light that is absorbed by the PI and second, the strength of this absorption (molar extinction coefficient). Photoinitiators developed for curing pigmented films normally have higher molar extinction coefficients at longer wavelengths between 300 nm to 450 nm than those for curing clear formulations. To maximize cure and efficiency, the PI’s absorbance must match the light output of the lamp as different lamps have different spectral outputs (see Table I). Longer wavelength light is also essential to enhance cure in thicker coatings. Newer PI’s have also enabled the formulation of pigmented coatings in addition to that of clear coatings. The general cure considerations influenced by color, PVC, pigment particle size and film thickness are summarized in Fig. 2:
There are two main types of free radicalphotoinitiators, Type I and Type II. Type I photoinitiators undergo cleavage upon irradiation to form two free radicals. Normally only one of these free radicals is reactive and thus initiates polymerization. 1-hydroxy-cyclohexylphenyl-ketone is a widely used Type I PI. Type II photoinitiators form an excited state upon irradiation and abstract an atom or electron from a donor molecule (synergist). The donor molecule in turn initiates polymerization. An example of a widely used Type II photoinitiator is benzophenone. Tertiary amines are typically used as synergists as they react with benzophenone, and also retard the inhibition of polymerization by oxygen. Acrylated tertiary amine compounds are used when odor and extractables are of concern. Oxygen can also inhibit cure especially in thin films; to counteract oxygen inhibition, coatings can use amine synergists, be cured under a nitrogen atmosphere, employ the addition of wax, high initiator concentration, more intense UV Light, and/or surface-active initiators.
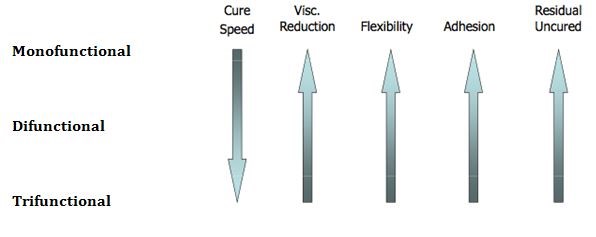
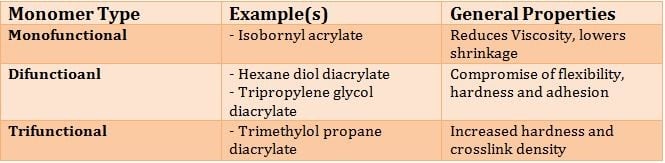
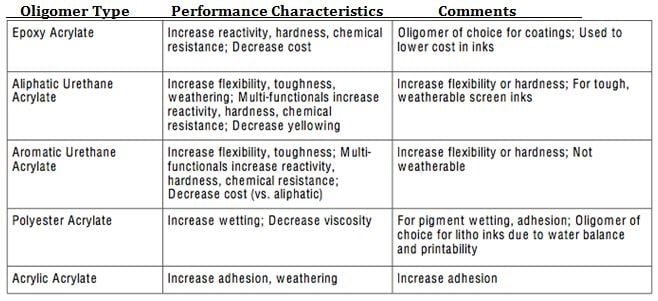
Other key ingredients that determine the performance of UV Cure formulations include UV curable monomers and oligomers. Figure 3 illustrates typical monomers that are used along with performance characteristics.
Table II. General Performance Versus Monomer
Figure 3. Typical Monomers and Performance Characteristics
There are a number of UV curable oligomer types available as well depending on the type of performance desired, please refer to Fig. 4 for a listing of some of the common oligomer types available along with an overview of performance characteristics.
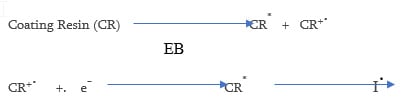
Electron Beam cure coatings can be used to cure acrylate functional coatings. As the energy used is much higher (150 – 300 keV) than that in UV cure, a photoinitiator is not necessary. Other advantages of EB cure over UV is that pigments do not adversely effect the cure. The vehicle systems that are used are essentially the same as that used in UV curing (acrylates) and vehicles used for UV cationic cure. Disadvantages of EB curing include the high cost of capital equipment and curing must be done in an inert environment. The coating resin once irradiated forms a radical cation and a secondary electron the excited state CR* can then homolytically cleave to form a free radical and initiate polymerization.
Figure 4 – UV Cure Oligomer Types/Characteristics
In addition to 100% solid liquid UV coatings, other UV types include waterborne UV and powder UV. Waterborne UV curables have advantages over conventional UV cure as no reactive diluent is necessary to control viscosity. Also, as opposed to conventional UV cure formulations, the viscosity of the coating is independent of the molecular weight of the resin and for spray application viscosity, solids are adjusted by adding water rather than low viscosity reactive monomer. In addition, since there are fewer double bonds to cure, shrinkage is lower and can thus improve adhesion. The main disadvantage is that the water needs to be removed by passing through an oven at about 80°C prior to UV curing. In powder UV cure coatings, the part is sprayed electrostatically. Automatic guns are recommended over manual application to ensure an even, consistent film thickness is applied. Next, the applied coating is baked in a convection, IR or oven to melt and flow the powder. This step is at a much lower temperature and less time (175-280 °F for a few seconds instead of 320-390°F for 5 to 20 minutes) for conventional powder coating. Once the powder is melt flowed, the parts enter a UV cure chamber that cure the coating in seconds instead of minutes, as with traditional thermal powder.
Cationic UV cure coatings have the following advantages:
Low shrinkage
Excellent adhesion
Not inhibited by oxygen
Dark cure permits a high level of conversion
Improved physical properties
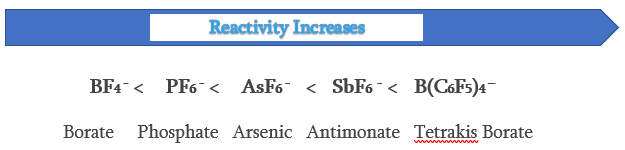
Typical photoinitiators for cationic cure coatings are typically onium salts of strong acids such as iodonium and sulfonium salts of hexafluoroantimonic and hexafluorophosphoric acids. Once exposed to suitable irradiance in the range of 200 – 360nm a strong Bronsted acid is activated which acts a catalyst for the homopolymerization of oxirane functional groups on the reactants. Normally cycloaliphatic epoxies are used as they react faster that aromatic based epoxies such as
Tetrakis pentafluorophenyl borate anion is fastest in the above group (lowest nucleophilicity). The addition of photosensitizers such as thioxanthones, benzophenone and anthracenes can enhance a spectral response into the mid-visible energy range to improve reaction efficiency. From a vehicle standpoint, cationic UV cure coatings use cycloaliphatic epoxies as they are faster reacting than those utilizing aromatic epoxies based on BPA. Onium salts can also be used as phtoinitiators for hybrid free radical-cationic polymerization. Hybrid radical-cationic coatings use cycloaliphatic epoxies in addition to reactants such as vinyl ethers, styrene, and 4-alkoxystyrene. As moisture acts as chain transfer agent in cationic cure, cure speeds decrease dramatically above 50% R.H. After activation of the cationic photoinitiator, the polymerization reactions are thermally driven. This accounts for a high conversion rate especially in the presence of a thermal bump.
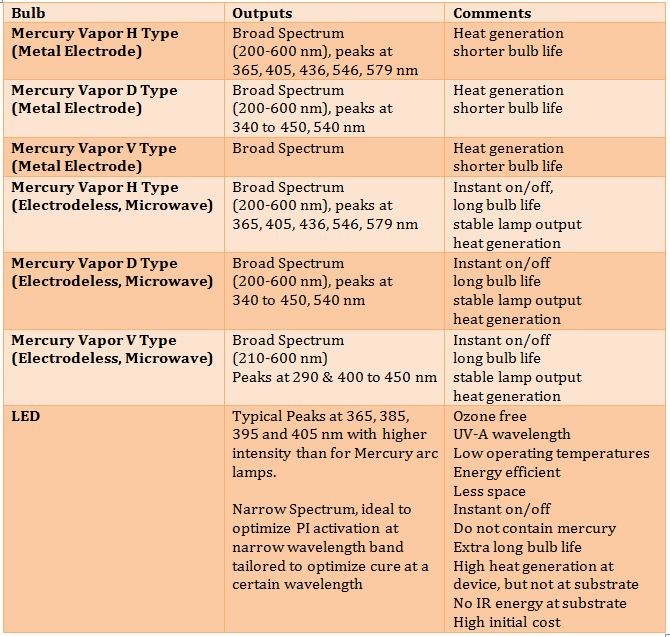
Any discussion of UV-LED cure coatings is remiss without at least a short overview of UV-LED bulbs as well as the characteristics of each type. As illustrated in Table III.
Table III – Types of UV-LED Bulbs and their Characteristics
A final consideration of UV cure coatings is that they are normally line of sight. In other words, for complex three-dimensional surfaces, where the light does not shine, the coating will not cure. Also, most UV cure technologies provide optimum uniform cure on a two-dimensional surface using focused light. LED curing has multiple advantages over more traditional UV cure technology such as low heat generation. This is ideal for curing heat sensitive substrates. In addition, LED offers an ozone free environment, energy efficiency, and ultralong bulb life and the stable spectral output means consistent quality.
Most polyester resins used in coating applications are relatively low molecular weight and are amorphous, linear or branched and must be crosslinked to form useful films. As a class, thermosetting polyesters generally provide better metal adhesion and impact resistance than thermosetting acrylics, however TSA’s provide coatings with better resistance to hydrolysis and weathering. The presence of ester linkages in the backbone of polyesters make them more prone to hydrolysis, proper selection of backbone monomers that provide steric hindrance to the ester group linkage (for example NPG provides improved resistance to hydrolysis and weather resistance.
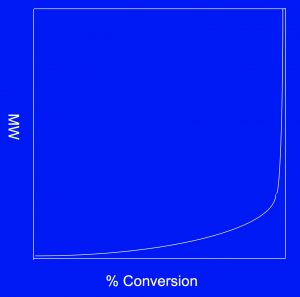
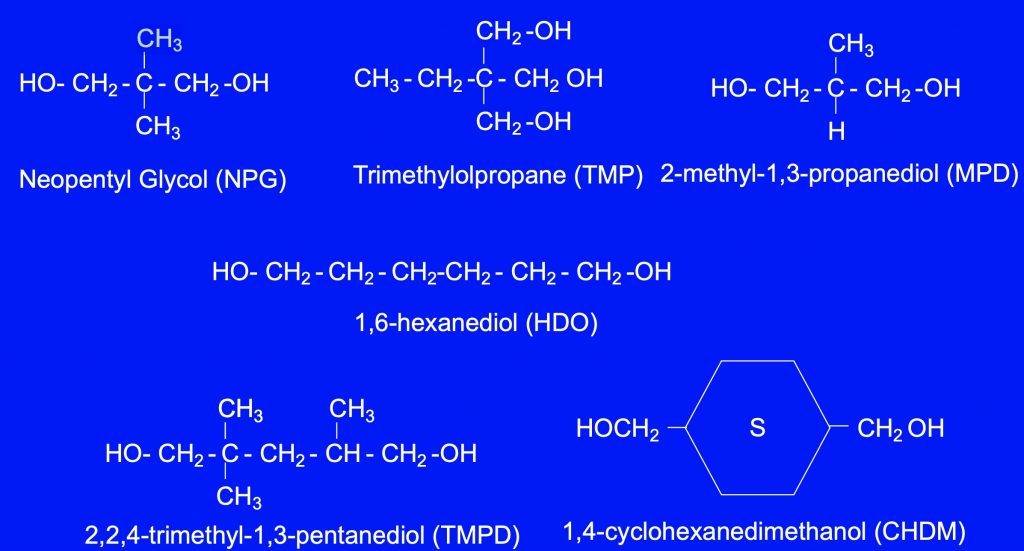
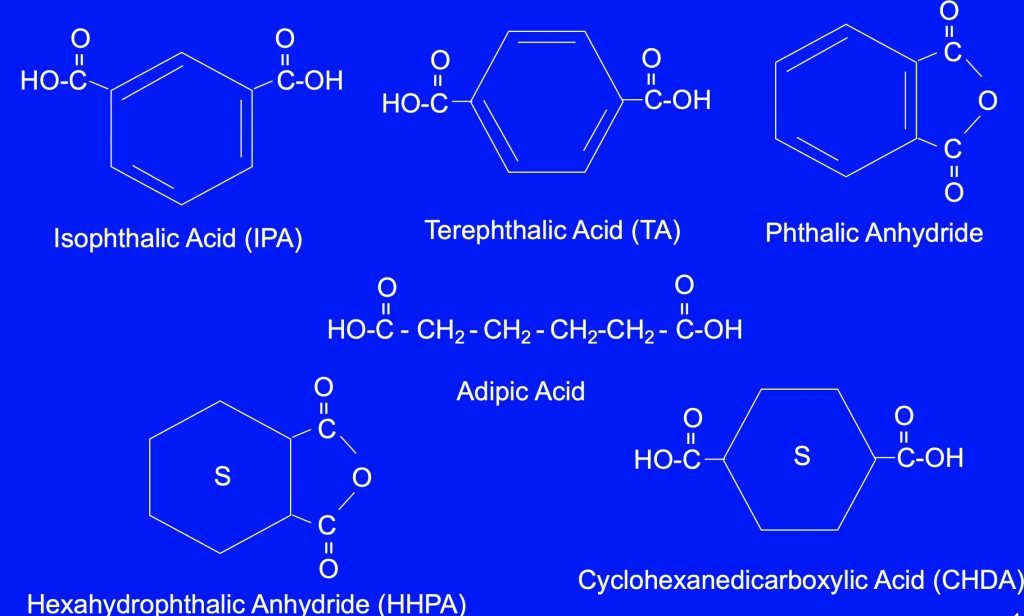
This article will only consider saturated polyesters which are sometimes referred to as oil free polyesters. Polyester coatings are a large portion of the construction, automotive and aerospace markets as they can be engineered to provide excellent properties including mechanical, impact, UV, and chemical resistance for use in waterborne, high solids low VOC and powder coatings. Linear polyesters account for a large portion of the resins used for coil coating applications. When cured with melamine or blocked isocyanate can provide excellent flexibility, chemical resistance and light stability. Formation of polyesters is accomplished by step-growth polymerization of an alcohol with at least two hydroxy groups and a carboxylic acid with at least two carboxyl groups. Most often polyesters contain a blend of diols, triols and dibasic acid with an excess of polyol to form a hydroxy terminated polyester for reaction with melamine or isocyanate prepolymer to form a coating film. If an excess of dibasic acid is used, the polyester is carboxy terminated for reaction with epoxy, melamine or 2-hydroxyalkylamides. Historically polyester synthesis was referred to as condensation polymerization as the reaction of an alcohol group and a carboxyl group produces water. Other polyester synthesis routes include the reaction of an ester with an alcohol, the reaction of an anhydride and an alcohol and lastly the ring opening polymerization of a lactone. When a diol (DD) reacts with a dibasic acid (CC) in equal molar amounts, the molecular weight builds gradually and is more readily controlled. The reactant in excess will have terminal groups of that reactant. For example:
The average molecule will have terminal hydroxyl groups. Branched polyesters are made from mixtures of monomer that contain one or more monomers which have a functionality F > 2. As the proportion of a monomer with F (functionality)> 2 increases, the Number Average Molecular weight increases and the reaction must be controlled to avoid gelation. A wide range of polyesters are in commercial use, for conventional polyesters cured with melamine or isocyanate prepolymers, the number average molecular weight is in the 2,000 to 6,000 range.
Figure 1 – Increase in molecular weight during polyester synthesis:
Figure 2 – Common hydroxyl functional monomers are as follow:
Figure 3 – Common Diacid monomers:
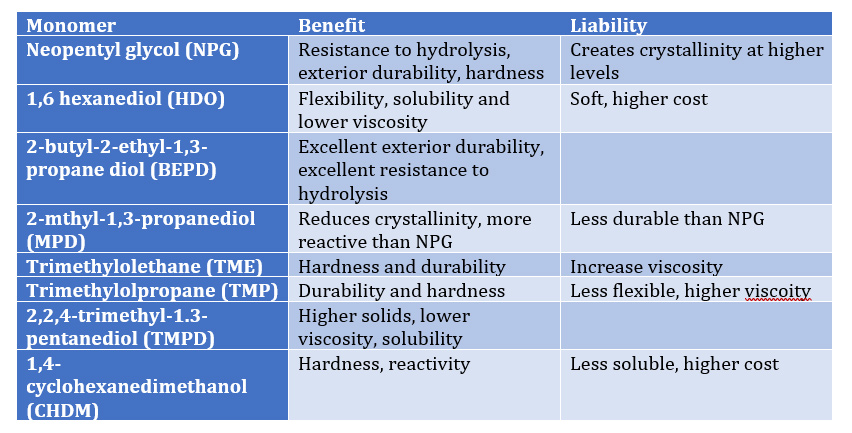
Table I – Effect of polyols on Polymer Properties:
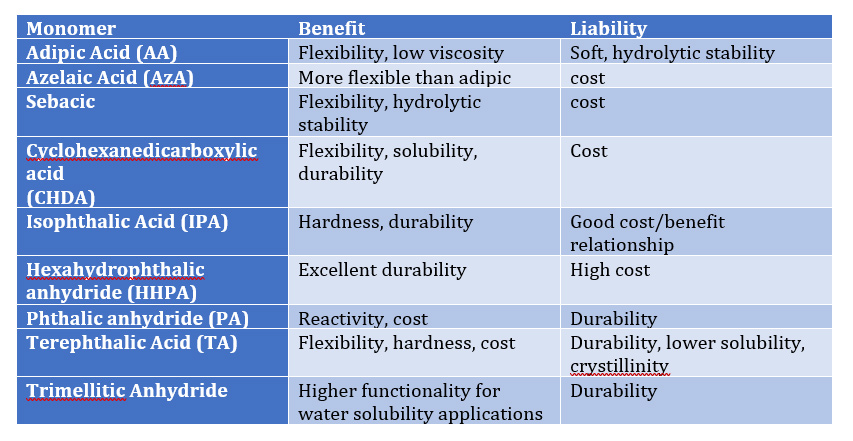
Table II – Effect of acid functional monomers on Polymer Properties:
As Tables I and II illustrate, proper selection of co reactant monomers can provide a range of performance characteristics to provide an array of performance attributes such as
Desired performance can be achieved through the proper selection of a blend of monomers coupled with the selection of the polymer architecture to meet film performance properties.
Lastly, the architecture of polyesters can be modified with one or more reactive moieties to form for example urethane, oil, or acrylic modified polyesters.
For additional information concerning polyesters, bio-based resins and raw materials, please navigate to www.ulprospector.com.
Resources:
Organic Coatings, Science and Technology, Frank N. Jones et.al., Wiley & Sons, 2017
Ancient civilizations including those in Egypt, China and India have utilized metals or metal compounds utilizing copper, silver and zinc to combat illnesses caused by microbes, while the ancient Greeks and Egyptians used specific molds and plant extracts to treat infections. Since the arrival of SARS, and more recently COVID 19, there is an increasing awareness and use of antimicrobial materials including antimicrobial coatings to combat the spread of disease-causing microbes. The estimated market value of antimicrobial coatings was over $3.2 Billion USD in 2019 with an estimated adjusted annual growth rate of 10.4% through 2026.
Antimicrobial (AM) agents in the form of paint additives act to either kill microorganisms or to stop their growth. Antimicrobial additives in paints can serve as a paint preservative or as an antimicrobial agent in the cured film. Depending on the choice of antimicrobial additives these materials can function to kill or combat the growth of bacteria, virus, fungus and algae on the coating surface. Control of microbes can be achieved through the use of antimicrobial technologies that keep microorganisms from multiplying or growing, providing hygienic surfaces in hospitals and the food industry and to preserve the integrity of paint films.
This article will focus on antimicrobial additives and approaches to provide antimicrobial functionality in cured films. Applications where AM agents are used in coatings to kill or prevent the growth of the following microbes including:
fungi
bacteria
algae
virus
Most biocides used in paints are migratory as they function by releasing the active ingredient to the surface of the coating when exposed to moisture. Longevity of the AM modified paint film depends on the rate of release of the biocide as the concentration of the active ingredient decreases with time.
The effectiveness of an AM additive in a cured paint is not only dependent upon concentration, resin system, gloss, PVC, coating surface structure and the environment to which it is exposed.
The use of metals such as silver, copper (and many copper alloys ) and zinc in various forms in paints can be an effective antimicrobial additive. There are several mechanisms by which silver acts as an antimicrobial. One such example is that silver ions react with the thiol group in enzymes leading to cell death. The mechanisms through which copper acts to destroys cells includes the generation of hydrogen peroxide in the cells, excess copper can also bind with proteins resulting in the breakdown of the protein into nonfunctional sections. Zinc pyrithione/2-propynyl butylcarbamate acts both a preservative and as a fungicide. The EPA oversees the regulation of antimicrobial agents and materials and determined that copper alloys kill more than 99.9% of disease-causing bacteria within just two hours when cleaned regularly. Copper and copper alloys are unique classes of solid materials as no other solid touch surfaces have permission in the U.S. to make human health claims. Accordingly, the EPA has granted antimicrobial registration status to 355 different copper alloy compositions.
Metal nanoparticles including PVP and polysaccharide coated silver nanoparticles, MES-coated silver and gold have also demonstrated promise as antiviral agents. Copper nanoparticles have demonstrated antimicrobiological activity with Ecoli, fungus and bacteria.
The use of certain Quaternary Ammonium Silane compounds also provide antimicrobial properties when bonded to a solid surface. Some examples include dimethyloctadecyl (3-trimethoxysilyl propyl) ammonium chloride, alkyldimethylbenzylammonium chloride and didecyldimethylammonium chloride.
More recent literature reveals the impact that surface structure has on antimicrobial properties as a needle like surface structure formed by the bonding of 3-(trihydroxysilyl) propyldimethyloctadecyl ammonium chloride to the surface to destroy microbes by rupturing their outer membrane as they come in contact with surface spikes.
Chemical Vapor Deposited titanium dioxide has photocatalytic activity when exposed to UV light. Its self-cleaning properties are due to its strong oxidizing power that results in anti-bacterial, anti-viral and anti-fungal activity.
Superhydrophobic surfaces are those with a contact angle normally in the range of 150 degrees or greater. The surface structure is characterized by a needlelike micro-structure coupled with components that provide low surface tension. Such surface structures also have efficacy in reducing the ability of microbes to adhere to the surface thus imparting antimicrobial activity.
For additional information concerning the selection of materials to enhance hydrophobicity, please navigate to www.ulprospector.com (EU).
Resources:
Organic Coatings, Science and Technology, Frank N. Jones et.al., Wiley & Sons, 2017
Atman Fozdar1, Ronald Lewarchik1 ‘, Raviteja Kommineni1, Vijay Mannari2 ; Chemical Dynamics LLC1, Michigan, USA; Eastern Michigan University2, Michigan, USA
Abstract
With the recent advances in the formulation of powder coatings, it’s quite possible to formulate powder
coatings that apply to temperature sensitive surfaces and cure at low temperatures using IR or UV cure.
However, the challenge still remains with the electrostatic application of powder and liquid coatings that
enable acceptable adhesion to non-traditional substrates (porous substrates like MDF, particle board, trim
board and non-porous substrates like wood plastic composites, plastics composites, glass, ceramic etc.)
and achieve good transfer efficiency. Insufficient and/or non-uniform surface treatment of these substrates
prior to application results in a non-uniform finish, multiple film defects and poor transfer efficiency.
Our research has led to the development of rapid drying conductive adhesion promoters (CAP’s) with
improved adhesion of powder and liquid coatings to nonconductive substrates such as MDF, particle board,
trim board, wood plastic composites, fiber reinforced composites, ABS, Polycarbonate, Noryl GTXTM, SMC
and Polyolefinics etc.; while at the same time improving transfer efficiency by dissipating static charge. The
ability of our CAP technology to dry quickly permits application in a continuous/conveyorized production
line followed by the application and curing of powder and liquid coatings. The use of CAP’s in this process
eliminates the need for preheating, plasma treatment and chemical etching of plastic substrates while
improving both film appearance and application efficiency. UV curable as well as LTC (low temperature
cure) powder and liquid coatings can now be applied uniformly even in recess areas/faraday cage areas.
This patent pending technology utilizes novel conductive materials in conjunction with a polymeric adhesion
promoter and at the same time improves flexibility and interfacial adhesion along with anti-static properties.
Conventional treatments used to enhance surface conductivity utilize quaternary ammonium salts dispersions (QAS) which render the coated substrate conductive, but moisture sensitive as the QAS conductive treatment are water sensitive and migratory. Lastly, QAS technology does not enhance adhesion and flexibility.
Introduction
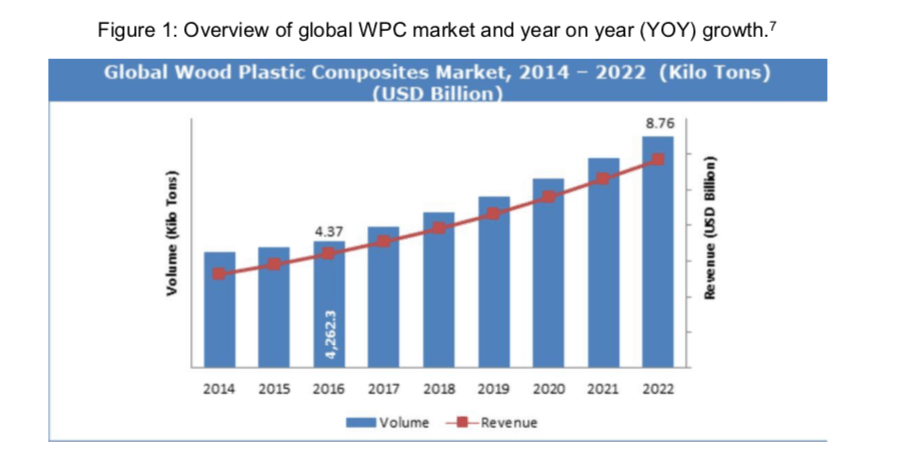
With recent modifications in polymer composition, WPCs are not only used in construction industry for
outdoor decking but also automotive, furniture, fencing, landscape timber, playground equipment etc. There
are several advantages of using WPCs such as,
Use of recycled materials
Lower maintenance than their wood counterparts
Higher thermal stability than plastic composites
Higher dimensional stability than wood
Lower moisture absorption
Better machinability etc.
Figure 1: Overview of global WPC market and year on year (YOY) growth.7
One of the issues, faced by most WPC manufacturers and consumers is, “paintability” of a coating over WPC. Due to lower surface energy of polypropylene and/or PVC or most plastics used, most conventional coatings don’t have good adhesion to WPCs, and can result in delamination after a short period when subjected to extreme heat/cold cycles.
In this scope of work, powder coating was identified as most suitable and eco-friendly coating for WPC due to several reasons such as:
No VOCs
Higher transfer efficiency (up to 90-95%),
Overspray can be reused
Superior film properties (Tough, durable, hard, scratch resistant)
Reduced process time and energy requirements
One step finishing process.
However, there are certain challenges to powder coat plastics and composites. Such as,
Application of powder coating using electrostatic spray on non-conductive WPC, MDF, particle board and plastic composites
Adhesion of powder coating on WPC with low surface energy
Selecting the right chemistry of powder which cures at low temperature due to low heat deflection temperature of powder coatings.
Application of powder coatings on MDF is also covered within this scope of research, since there are multiple issues related to appearance and film formation when powder coating MDF using conventional approaches such as preheating MDF to,
Fatty edges,
Edge cracking,
Pin holes,
Non-uniform appearance and film thickness,
Ability to coat recess areas/areas not in direct line of sight
Methodology to overcome above challenges is described below.
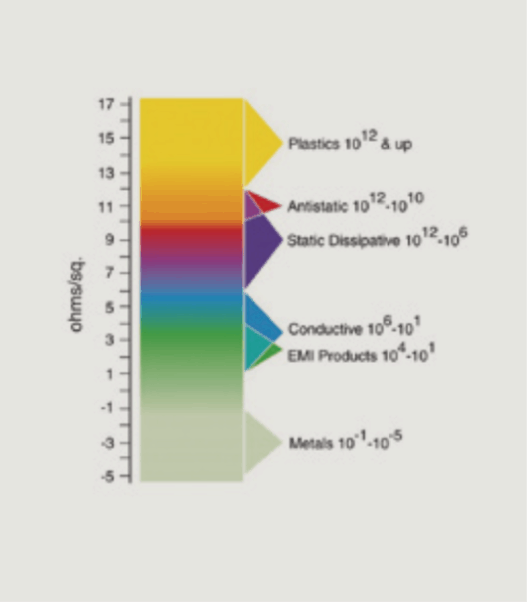
Surface Resistivity
Figure 2 enlists classification of conductive materials by surface resistivity.
Quantification of the classification of surface resistivity:
Anti-static
Decay rate (seconds to decay), 5000 to 50 V at 12% Relative humidity
Standard : MIL PRF 8705 D, NFPA 56A
Static dissipative (ESD)
Static dissipative (ESD)
Surface resistivity (ohm/square)
Surface resistance (Ohm)
Standard : ASTM D257, ESD STM11.11, IEC 60079-0
Conductive
Conductive
Volume resistivity (Ohm-cm)
Surface resistivity (Ohm/square)
Standard : ASTM D257
EMI/RFI shielding
EMI/RFI shielding
Shielding effectiveness (decibels of attenuation)
Standard : ASTM D4935
For a successful application of powder coatings (uniform appearance, film formation and deposition of
powder particles on substrate as well as in recess areas where there is no direct line of sight at the time of
application) on WPC and plastic substrates, surface resistivity of substrate is required to be less than 108
Ohm/Square (from our previous work published in European Coatings Journal, 20171). Thereby, placing it
in conductive, static dissipative range as per Figure 2.
In our scope of research, we evaluated different types of conductivity agents such as quaternary ammonium
compounds (QAS), carbon black, graphene as well as conductive nano particles (functionalized and/or non-
functionalized).
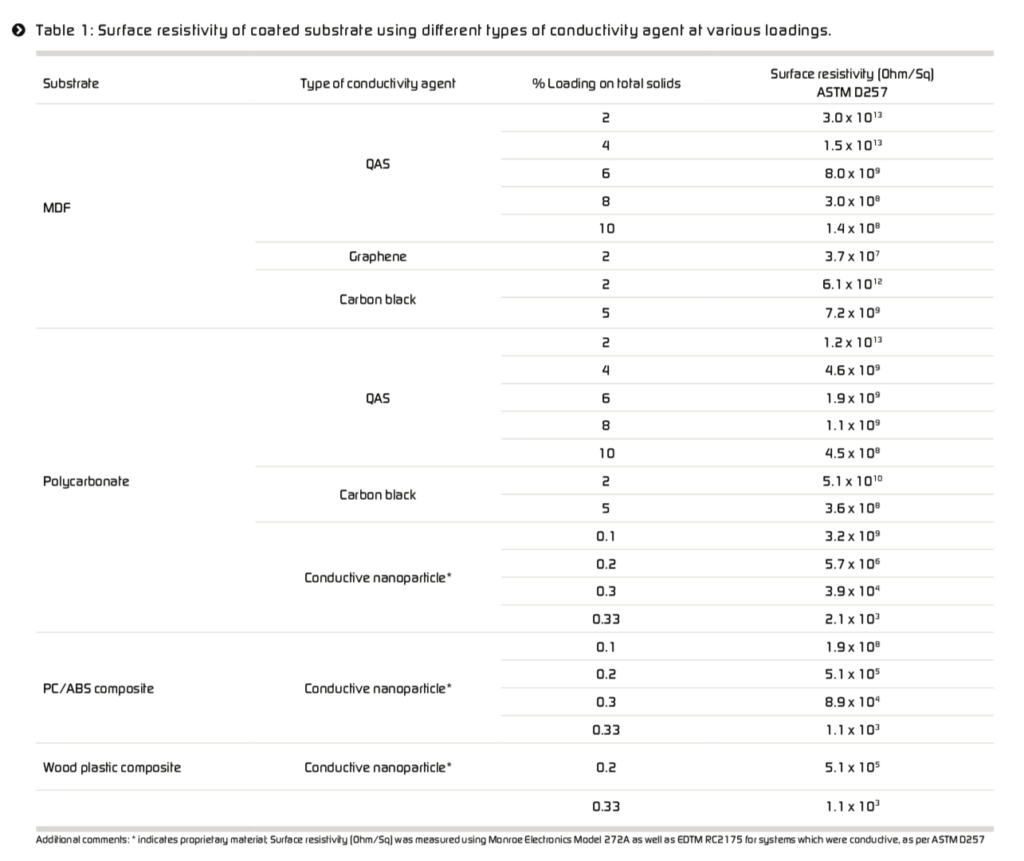
To determine most suitable conductivity agent, we formulated a DOE and coated different porous and non- porous non-conductive substrates with different conductivity agents at various loading. Surface resistivity of which is listed in Table 1.
Table 1: Surface resistivity of coated substrate using different types of conductivity agent at various loadings.
Additional comments: * indicates proprietary material; Surface resistivity (Ohm/Sq) was measured using
Monroe Electronics Model 272A as well as EDTM RC2175 for systems which were conductive, as per
ASTM D257.
Surface resistivity results listed in the above Table 1 show very little or no discrepancy since results of each
variation on all of the substrates are very close to each other.
Apart from conductivity imparted, there are several disadvantages of using QAS, since they are humidity,
process and temperature dependent. Their migratory nature doesn’t ensure sufficient adhesion of top coat
to substrate or flexibility.
For conductive carbon black, significantly high loading is required to get low enough surface resistivity so
that uniform film formation of powder coating can be achieved. High loading of conductive carbon black
pigment can also lead to “crayoning” effect and adversely affect mechanical properties.
Results enlisted in Table 1 also confirm that if we increase the conductive agent loading beyond certain point then decrease in surface resistivity doesn’t necessarily need to be substantial or linear. Hence, there is a need to find the optimum amount for each type of substrate i.e. porous (such as MDF) and non-porous (polycarbonate, PC/ABS, glass and wood plastic composite which is less porous comparatively).
Adhesion of powder coatings on plastics:
A major issue which confronts coatings and ink industry is the adhesion of liquid and powder coatings to
WPC and plastic composites. There are several conventional approaches such as flame treatment, corona
discharge, gas plasma, UV exposure or chemical oxidation which may be used to oxidize the surface of the
substrate to promote adhesion. Oxidizing the surface would increase polar contribution to surface energy
and produce more polar sites for bonding without altering the dispersive contribution significantly. The
coating is best applied soon after treatment because the oxidation produces short lived radical species and
is partially reversible with time. A major difficulty with ‘radiative’ techniques is achieving uniform surface
coverage without over-treating, which introduces chain-scission and can lead to cohesive failure within
surface of the substrate.
Mechanism of crosslinking involves several different reactions of acid functional groups forming N-acylurea, aminoester and reaction with epoxide functionality as well as hydrolysis of alkoxysilane.
Selection of powder coating based on type of substrate
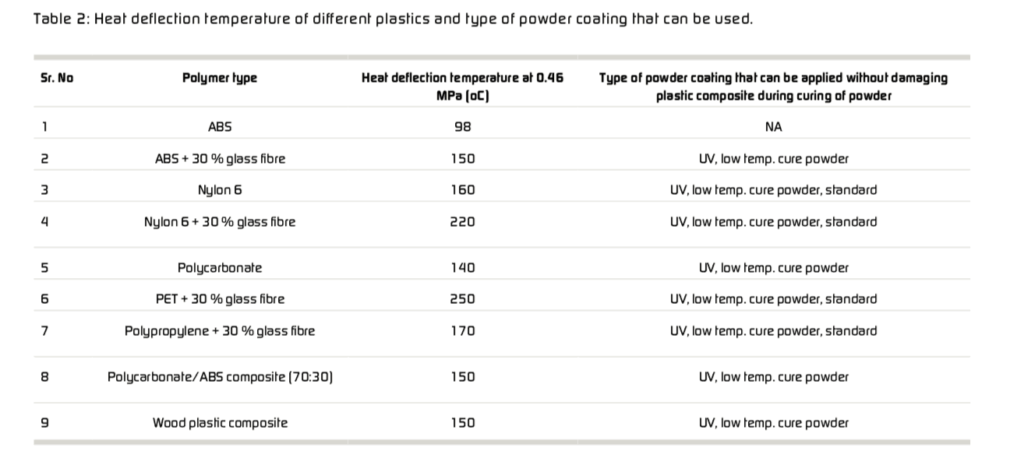
Not all WPCs and plastic substrates can withstand high curing temperature of 160-200 C of conventional
powder coating. Most plastics tend to soften, degrade or even melt at such high temperature. It’d be safe
to apply and cure powder coating below substrate’s heat deflection temperature.
Heat deflection temperature is a measure of polymer’s ability to bear a given load at elevated temperatures.
Table 2: Heat deflection temperature of different plastics and type of powder coating which can be used
Application of CAP and powder coating
CAPs were applied on wood-plastic composite, PC/ABS and MDF at 10-14 microns dry film thickness using
HVLP spay gun at 20 psi air pressure at nozzle. They were dried/cured at ambient temperature for 8-10
minutes.
UV curable smooth, white epoxy powder coating and low temperature cure black, texture epoxy powder coating was applied using electrostatic spray gun on substrates coated with CAP.
Melting and curing schedule of UV curable powder coating:
UV curable powder was melted first at 120o C for 3-4 minutes and then cured using conveyorized UV oven having medium pressure H-bulb. Low temperature black, texture epoxy powder coating was cured at 130o C for 8 minutes
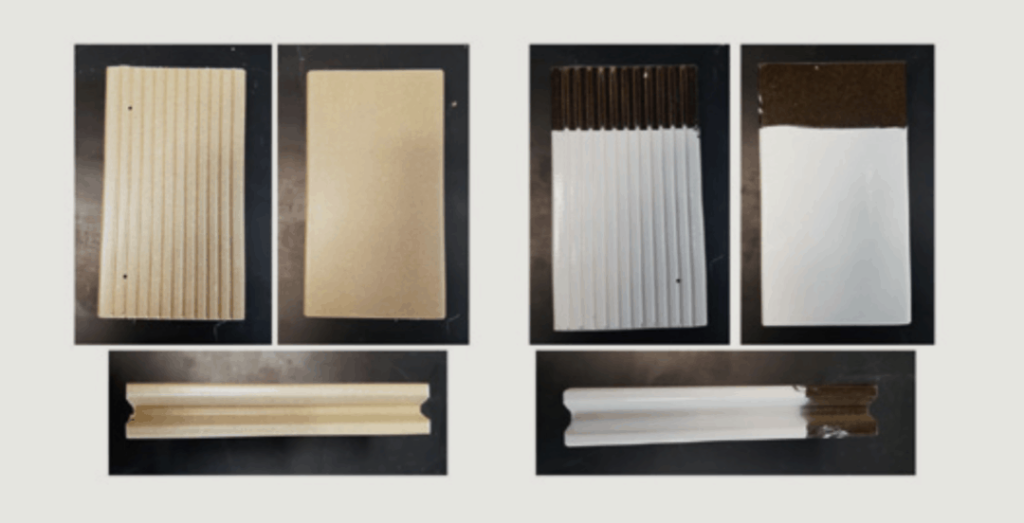
Figure 3: Uncoated and coated PC/ABS Figure 4: Uncoated and coated wood-plastic composite Figure 5: Uncoated and coated curved porcelain tile
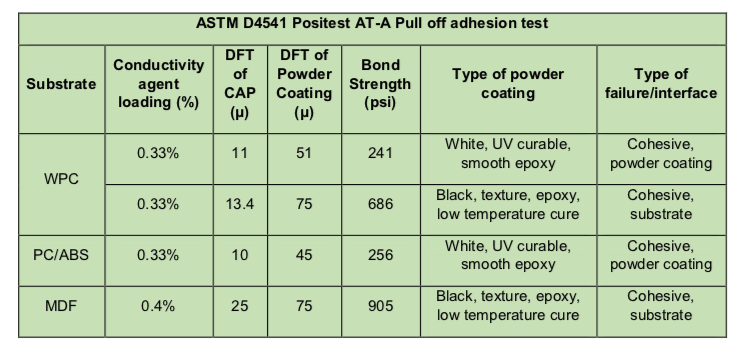
Additionally, Positest pull off adhesion test was carried out to determine interfacial adhesion. Multiple
adhesion tests with 20 mm dollies were carried out to determine interface of the coating failure and the
force/area at which failure happens.
Dry film thickness of CAP and cured powder coating was measured using Positector B100/B200, ultrasonic film thickness gauge.
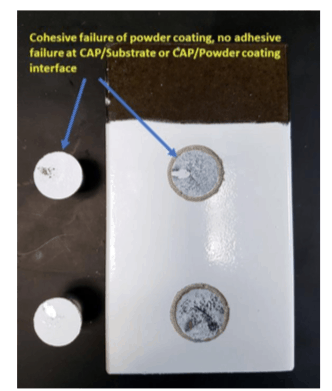
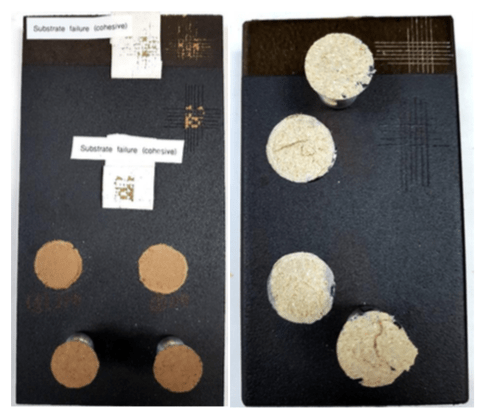
Table 3: ASTM D4541 Positest AT-A Pull off adhesion test Figure 6: Cohesive failure of powder coating on wood-plastic composite after positest pull-off adhesion test Figure 7: Coated MDF (Left) and wood-plastic composite (Right) after crosshatch and positest pull-off adhesion test. Figure 7 shows cohesive failure within substrate on MDF and WPC. No adhesive failure was observed.
Conclusion
CAPs ensure sufficient dissipation of negatively charged powder particles applied by electrostatic
spray equipment as well as promote interfacial adhesion.
CAPs work more efficiently at lower film thickness on non-porous substrates. On porous
substrates higher film thickness is required since some of the material is absorbed by porous
substrate.
CAPs form chemical and mechanical bonds with porous substrates which result in high pull-off
bond strength compared to non-porous substrates like PC/ABS composite.
CAPs enable successful application of powder coating on various WPCs, plastic composites,
MDF, trim boards, concrete and ceramic tiles, porcelain (uniformity, film formation, ability to coat
recess areas etc) with no film defects such as fatty edges pin holes, blisters, edge cracks etc.
CAPs can significantly increase transfer efficiency of applying liquid or powder coating to plastic
composites having complex geometry.
Future Directions
Reduce dry film thickness (DFT) for thinner film applications (3-6 microns).
Increase crosslink density by changing composition of reactive species.
Reduce dry to touch time to 3-4 minutes from 8 minutes.
Accelerated weathering of coated WPC and MDF materials along with thermocycle resistance
(cyclic exposure to extreme heat and cold).
References
Fozdar A., Mannari V. “Development of Low VOC Static Dissipative Coating for Powder Coating Non-Traditional Substrates.” European Coatings Journal, April 2017.
Carlos L., Almeida P. ‘Conducting Polymers : Synthesis, properties and applications (polymer science and technology)’.
Cudazzo M/, R. Knofe. “Powder Coating of Substrates with Low Electrical Conductivity: A New Powder Coating Process for Non-Metallic Workpieces and Components,” January 1998.
Gao S., Zhu X.P, and Jesse (Jingxu) Zhu. “Powder Coating of Plastic Components,” September 2016.
Schwarb R., Knoblauch M. “UV-Curable Powder Coatings for Heat Sensitive Substrates.” CoatingsTech, July 2010.
Zeren S, Huguenard S. “UV Curable Powder Coatings: Formulation of Thick White Finish for MDF.” Surface Coatings International Part B: Coatings Transactions 87, no. 2 (June 2004).
“Global Wood Plastic Composite Market” Zion market research, 2017.
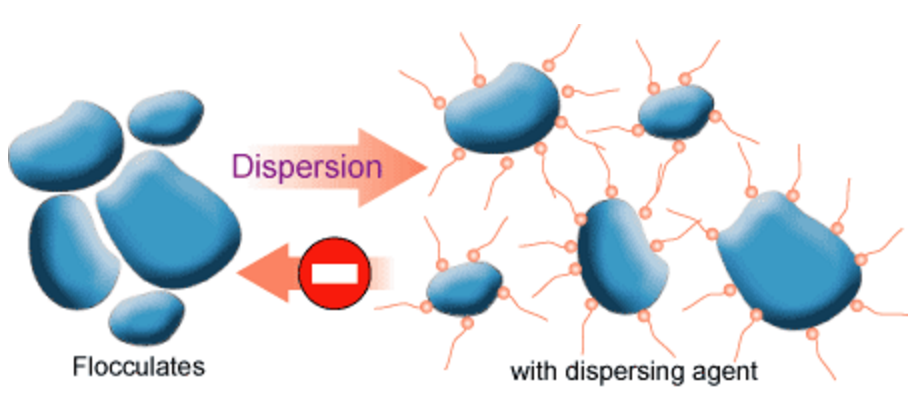
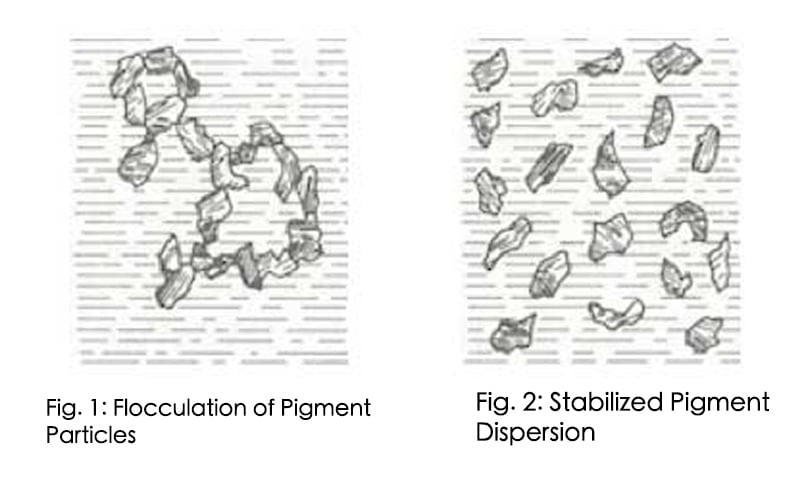
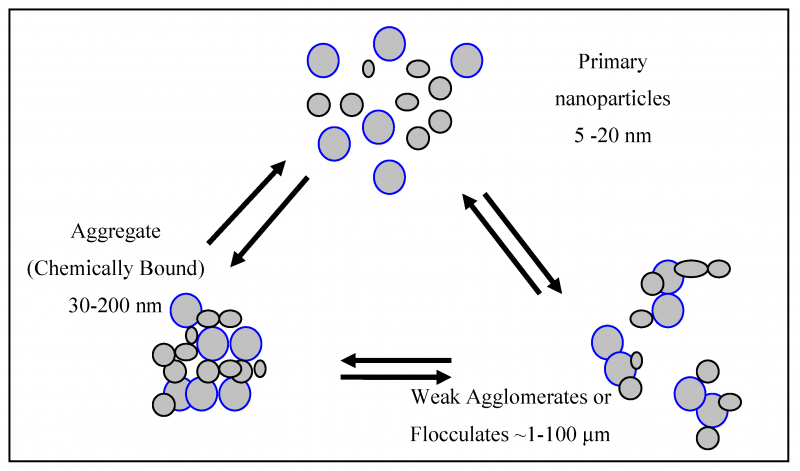
Introduction -The first steps in the pigment dispersion process are wetting and separation of the pigment. However, if the pigment dispersion is not properly stabilized, flocculation1 (fig. 1, 2) will result. Flocculation is a result of pigment particles being attracted to each other to form loose aggregates that can be redispersed under mild shear.
When pigment particles are strongly attracted to one other a cementing or agglomeration of the particles can occur. Agglomerates (chemically bound pigment aggregates that are encapsulated by resin or wetting agent) cannot be readily redispersed. Flocculation can be reversed by the application of low shear to the paint. Flocculation can have an adverse effect on color development, gloss and hiding.
Fig. 3: Relationship between Primary Pigment Particles, Flocculation and Agglomeration2 SOURCE: MDPI.com
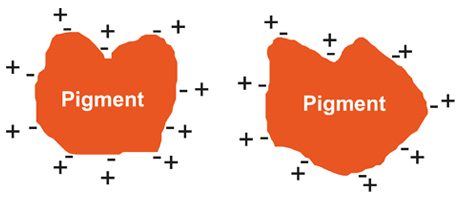
The two main mechanisms to obtain pigment stabilization are steric and charge. In charge repulsion, particle surfaces with like charges repel each other (more applicable to waterborne systems, Fig. 4) whereas steric stabilization is a more common mechanism in solvent born paints (Fig. 5). Properly stabilized pigment dispersions prevent flocculation and agglomeration.
Pigment dispersion in aqueous media uses the same principles as inorganic solvent media: that is, proper wetting, pigment dispersion and stabilization. However, the surface tension of water and high polarity makes it more problematic in wetting low polarity pigments. In many cases, water interacts aggressively with the surface of the pigment, destabilizing the dispersant on the pigment surface. Ensure that the pigment dispersion is uniform and stabilized (elimination of pigment flocculation of one pigment with the exclusion of other pigments). Thirdly, the use of suitable wetting agents/surfactants help to ameliorate differences in polarity and surface tension between pigments that contribute to pigment destabilization.
Inorganic pigments such as iron oxides, titanium dioxide, calcium carbonate, zinc oxide, and silicon dioxide, calcium carbonate and barium sulfate and many other filler pigments have a very polar surface. However, water alone normally does not adequately wet the pigment surface. Accordingly, they require a surfactant to wet and stabilize the dispersion.
Also, many pigment manufacturers supply surface-treated pigments to help pigment stabilization. Many manufacturers modify the surface of organic pigment to increase polarity by adding a layer of inorganic oxide to improve pigment wetting.
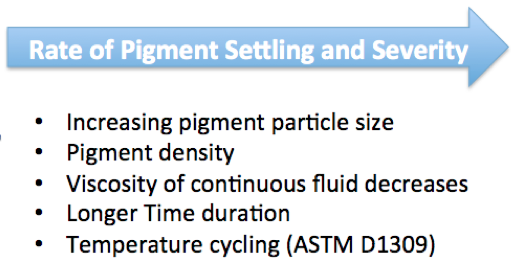
No discussion on pigment stabilization is complete without considering the effect of pigment settling with time. These factors all influence the degree of pigment settling and resistance to hard settling:
Quality of the pigment dispersion
pigment particle size
oil absorption
shape
distribution
pigment density
paint viscosity
A more complete discussion of the impact of each of these parameters on pigment hard settling and stability would require several articles to adequately describe. However, Figure 6 provides a simplified relationship of pigment and paint parameters to pigment settling.
Fig. 6: Relationship of Parameters to Settling
Finally, the use of an appropriate thixotrope helps to build sufficient viscosity and a network structure that discourages pigment hard settling. A suitable thixotrope can improve resistance to hard settling by a few different mechanisms.
Improves resistance to hard settling by increasing low shear viscosity
Forms an association with the pigment to decrease the effective density of the settled pigment layer.
However, one must be sure that there is acceptable compatibility between the thixotropic and dispersant. Thixotropes commonly used to promote soft settling include clays treated with quaternary ammonium compounds to provide higher organophilicity for solvent born coatings. Attapulgite clays are used in both waterborne and solvent born coatings, as the needle like clay particles associate to increase viscosity that easily breaks down under shear. Other polymeric thickeners can be effective by increasing viscosity and by promoting readily redispersible soft settling, such as:
Fine particle silicas
castor oil derivatives
basic calcium sulfonate
colloidal aluminum silicate
To read the rest of the article please click here to head over to UL Prospector.
__________
Ron Lewarchik, Author of article & President of Chemical Dynamics
As a contributing writer, Ron pens articles on topics relevant to formulators in the coatings industry. He also serves as a consultant for the Prospector materials search engine, advising on issues related to optimization and organization materials within the database.