Inert Pigments: The Unseen Contributor to Improving Paint Performance
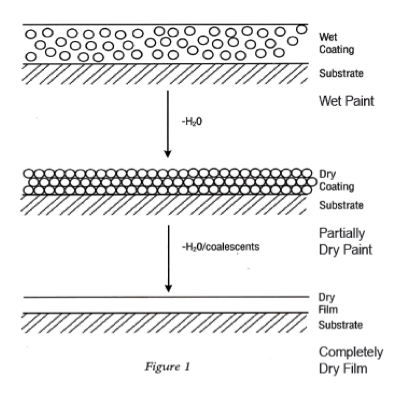
Inert pigments absorb nearly no light, and therefore, by themselves in a cured paint film, do not stand out from a color perspective. Inert pigments have a refractive index similar to that of the vehicles used in paints, so they provide very little light-scattering. However, used in conjunction with opacifying pigments, they can provide enhanced opacity at lower cost. Inert pigments are also called fillers or extenders as they are normally lower in cost and occupy volume in the paint film. Other valuable functions they provide include improved mechanical properties, rheology adjustment, gloss adjustment, and enhanced barrier protection.
Critical Characteristics of Inert Pigments that Influence Paint Performance
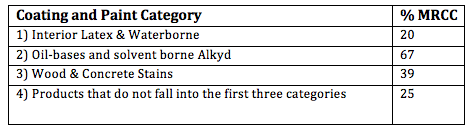
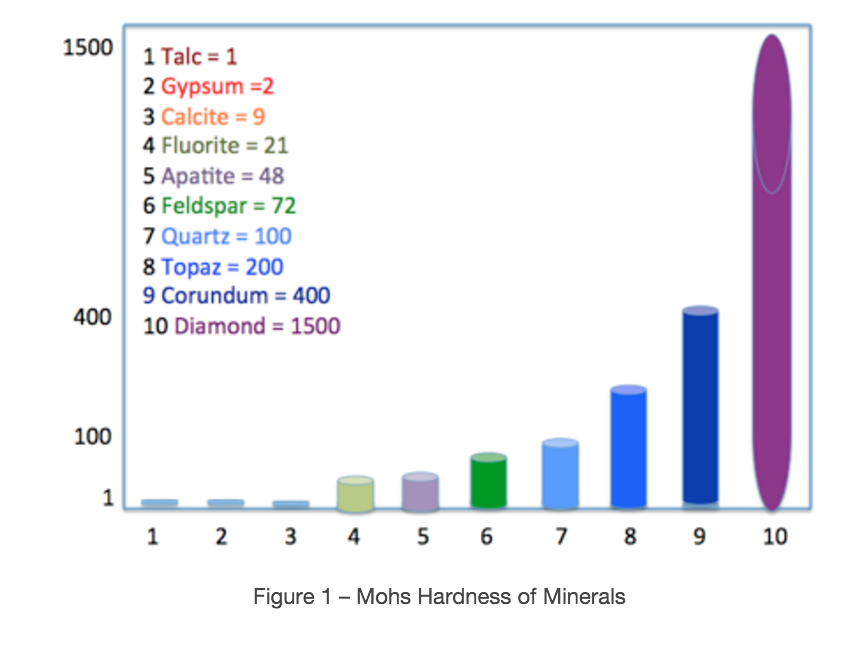
- Mineralogy – Chemical composition, crystal structure, Hardness in Mohs (Fig. I)
- Physical Characterization – Brightness, refractive index, pH, inertness, oil absorption, purity and presence of soluble salts
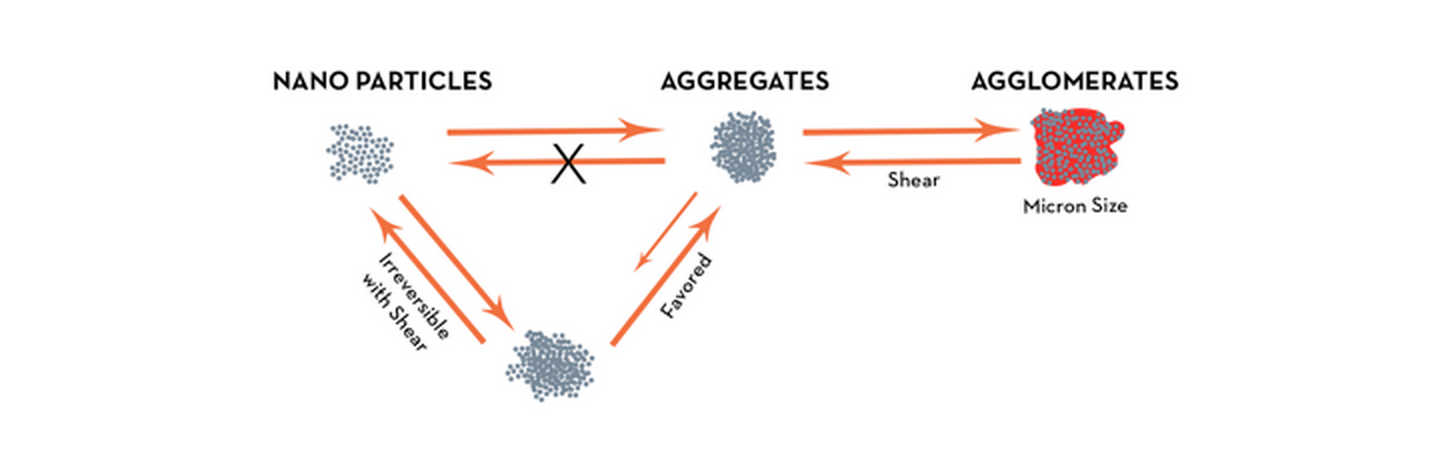
- Particle Metrics – Particle size, shape, size distribution and aspect ratio
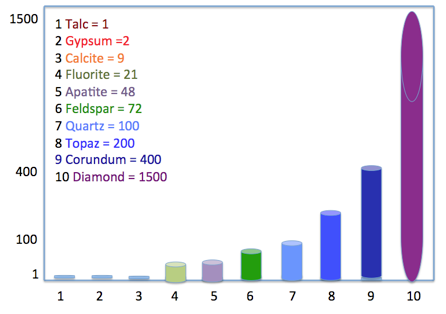
Per Figure I, talc would be a better filler pigment to improve sanding characteristics in a primer-surfacer, whereas a silica based pigment such as quartz (SiO2) would provide better scrub resistance in an interior architectural wall paint due to increased hardness.
The Chemical composition of a pigment can also play an enormous role in determining the overall impact on the performance. For example, calcium carbonate in exterior latex paint can degrade in the presence of acid rain, producing carbon dioxide and calcium bicarbonate, which is water soluble. This in turn causes the film to be porous and the calcium bicarbonate to migrate to the surface of the paint film, forming a light frosting of insoluble calcium carbonate.
Pigments that have a pH of less than 7 can exacerbate corrosion when used in metal primers. Aluminum in a pigment contributes to the acidity, whereas calcium, potassium, barium, and sodium provide alkalinity. If a pigment contains soluble salts, these salts can contribute to blistering when exposed to moisture.
Click here to read the rest of the article on UL Prospector.







 Since visible
Since visible